Оптические свойства
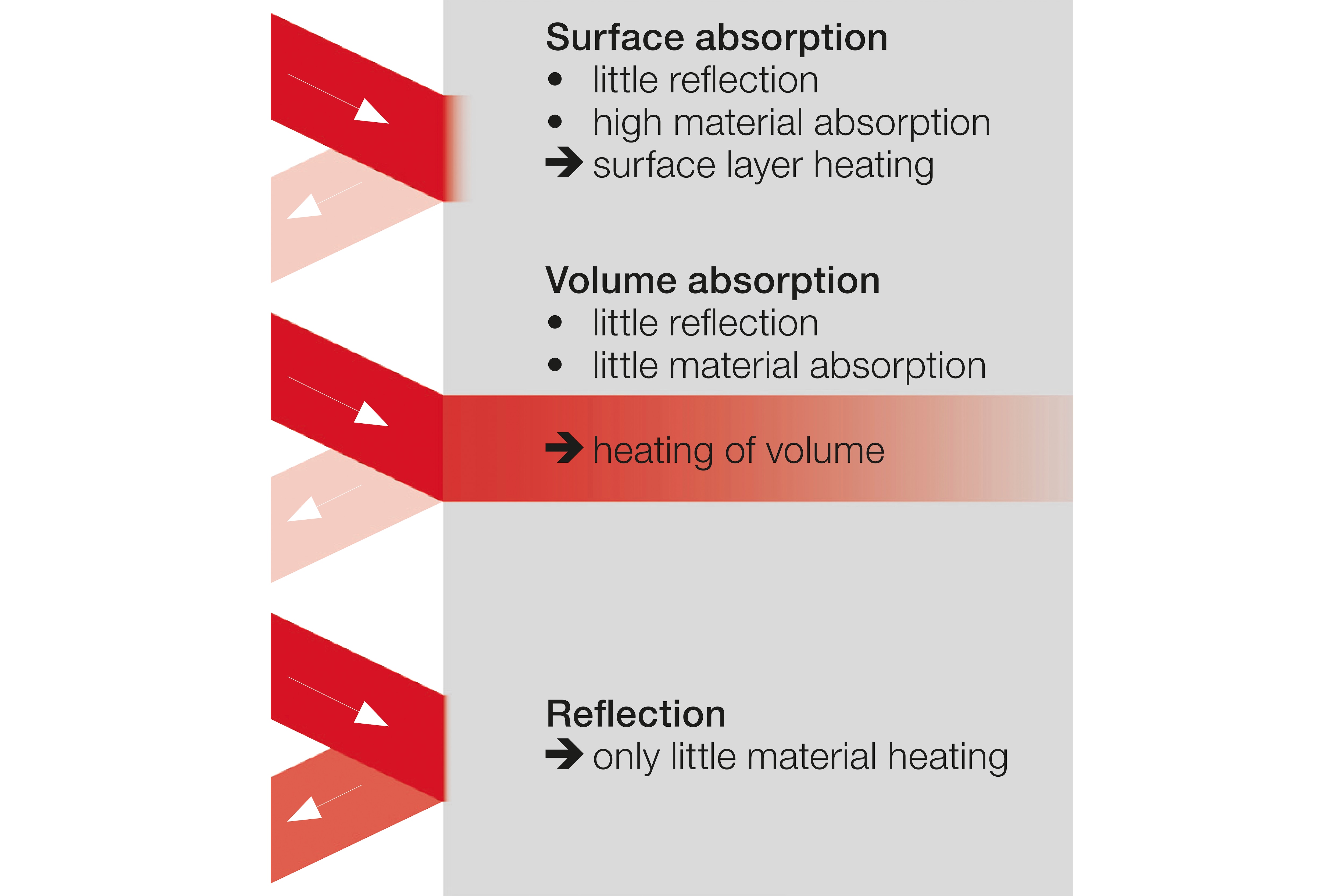
Оптические свойства пластика влияют на результат лазерной сварки. С одной стороны, для лазерной сварки требуется проницаемый соединяемый элемент.
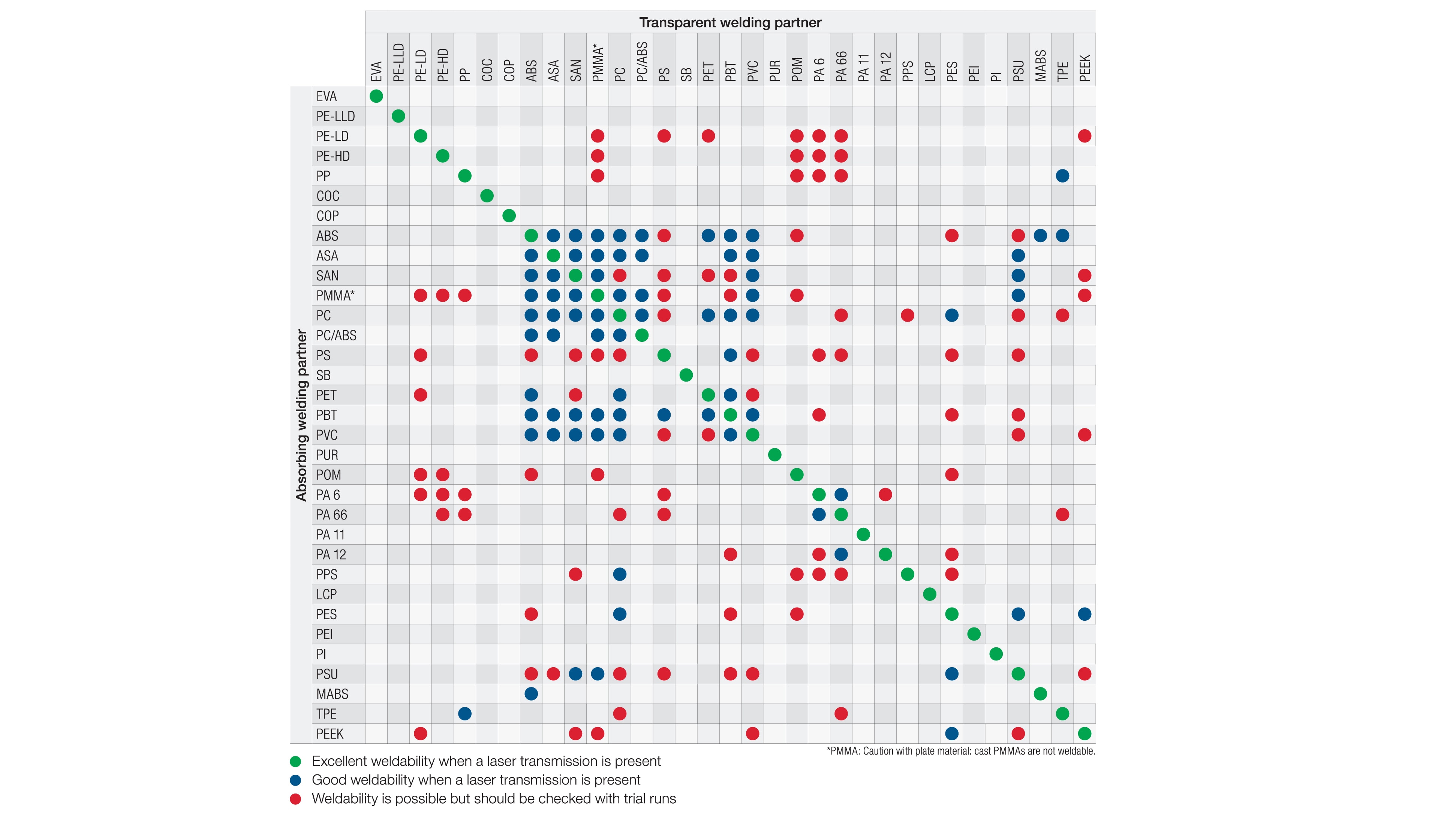
Любой термопласт без добавок является проницаемым для лазерного излучения. Однако различают аморфные и полукристаллические термопласты. При использовании аморфных термопластов излучение передается почти идеально, даже при использовании более толстых материалов. С другой стороны, при использовании полукристаллических термопластов излучение преломляется и отражается на кристаллитах. Это приводит к рассеянию излучения, которое в основном зависит от размера кристаллитов и толщины облучаемого материала.
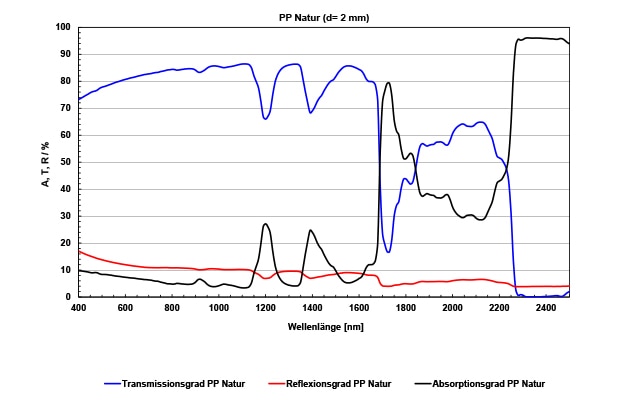
На рисунке ниже показан спектральный анализ проницаемого полипропилена (ПП). В диапазоне длин волн 800–1100 нм пластик еще более проницаем, чем в видимом диапазоне (400–700 нм).