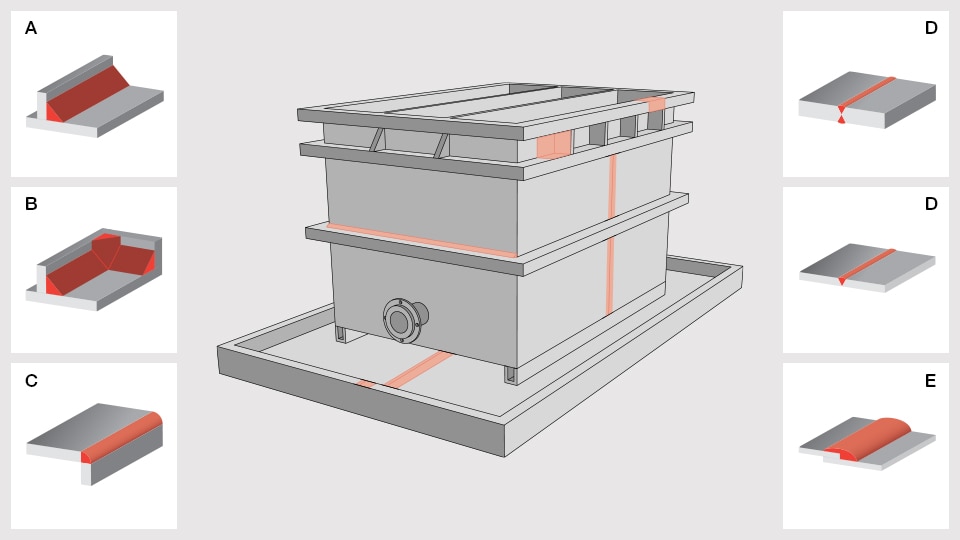
A. Угловой шов
Одной из наиболее часто используемых геометрий является угловой шов. Он выполняется путем сварки двух заготовок, которые совмещаются в Т-образный стык.
B: Внутренний угловой шов
Внутренние угловые швы обычно используются в труднодоступных местах. Такая геометрия позволяет наиболее эффективно сваривать произвольные формы и сварочные швы в форме шлица.
C: Внешний вид углового шва
Внешний угловой шов представляет собой угловой шов, проходящий вдоль кромки совмещаемых деталей. Следовательно, сварной шов выполняется по внешней продольной стороне (кромке).
D: X-образный шов (также шов с двусторонней разделкой)
Шов с двусторонней разделкой также известен как X-образный шов. Это тип стыкового сварочного соединения, представляющий собой сочетание двух V-образных швов по обеим сторонам соединяемых деталей.
D: V-образный швов
Для получения V-образного угла, характерного для V-образного шва, детали либо срезаются на конус, либо располагаются под соответствующим углом друг к другу.
E: Шов внахлестку
Швы внахлестку в основном используются для пластиковых листов. В данном случае листы располагаются поверх друг друга, и сварной шов выполняется по открытой верхней кромке материала.
Термическая сварка пластика
Сварка пластика требует соответствия трех параметров сварки: температуры, давления и скорости. В отличие от других методов соединения, сварка позволяет добиться высокой упругости, прочности и однородности шва. Пластиковые соединения отличаются высокой прочностью и абсолютной герметичностью при условии правильной обработки. Кроме того, их можно отремонтировать без потери прочности.
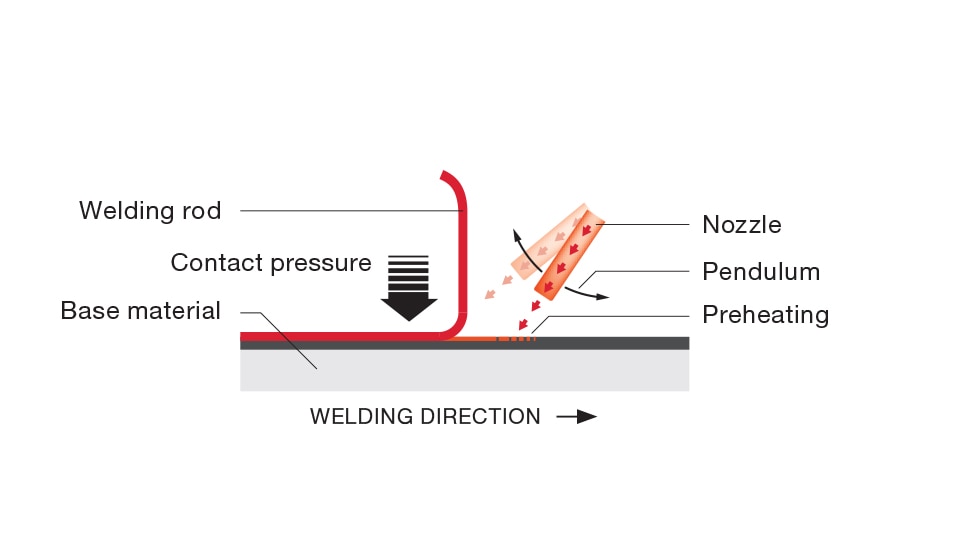
Сварка газовым теплоносителем с помощью горелки отдельно от присадочного прутка (WF)
Сварка газовым теплоносителем с помощью горелки отдельно от присадочного прутка используется в основном на труднодоступных участках и для выполнения коротких швов. Этот процесс сварки предпочтителен для обработки аморфных пластиков, в частности ПВХ. Уделяйте особое внимание поддержанию равномерного давления и постоянной скорости, особенно при ручной сварке.
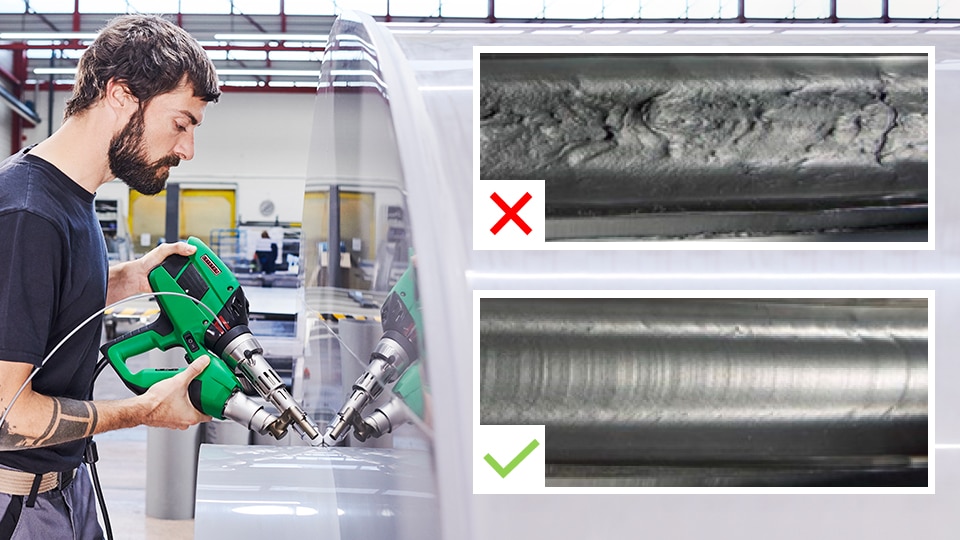
Во время сварки прижимайте проволоку рукой вертикально к канавке. Прикладываемое усилие зависит от выбранного базового материала и размера сварочной проволоки. Попеременно подавайте тепло из стандартной насадки на сварочную проволоку и на стык колебательным движением в направлении участка сварки, пока не будет достигнут конец шва. При правильной реализации с правильной температурой и соответствующим давлением с обеих сторон сварочного шва образуется однородный двойной сварной валик.