
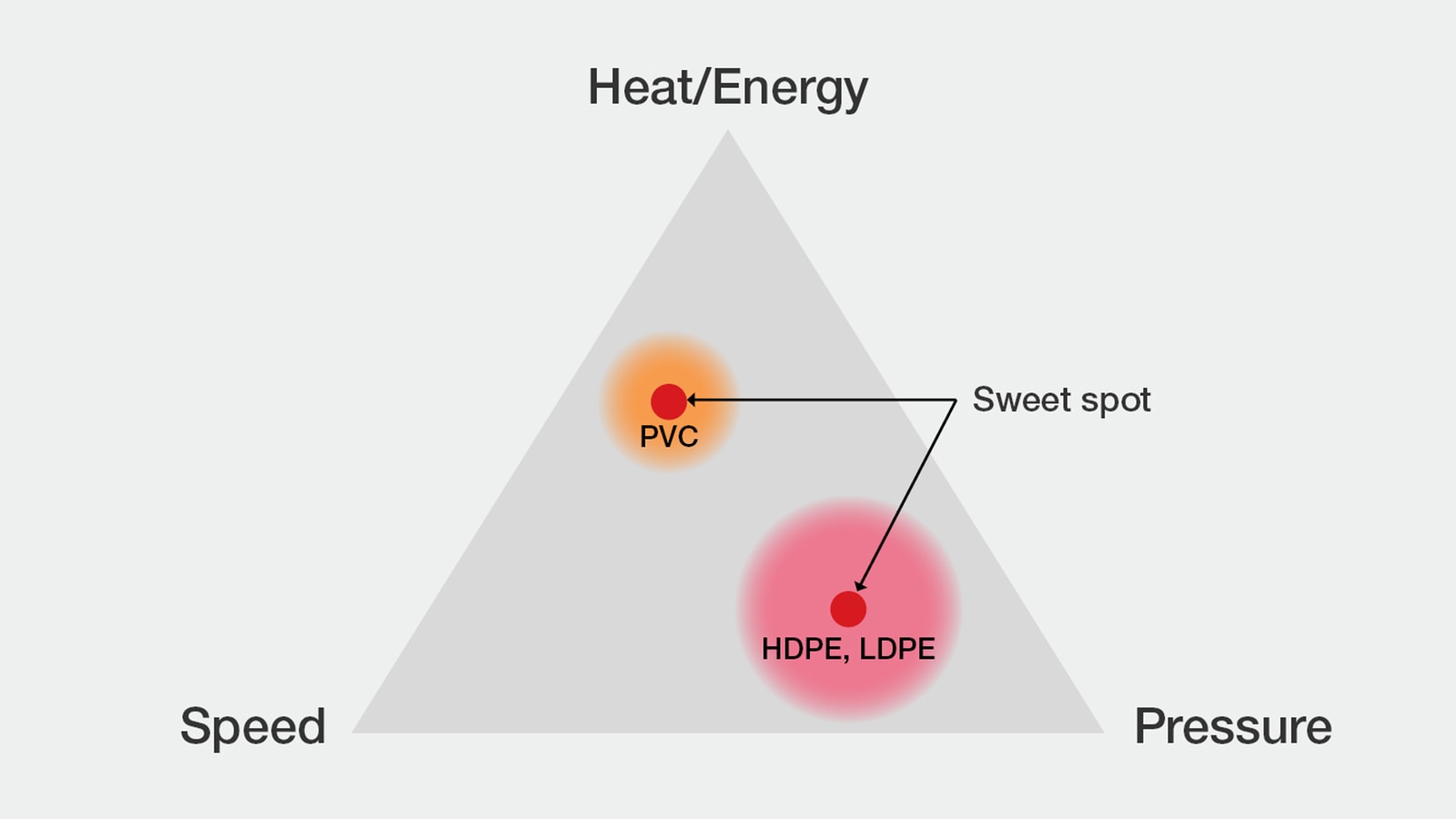
正如你所看到的,焊接窗口是相当大的,它是不够的,只是在焊接窗口的某个地方找到自己。我们需要瞄准焊接窗口内的 "甜蜜点"。
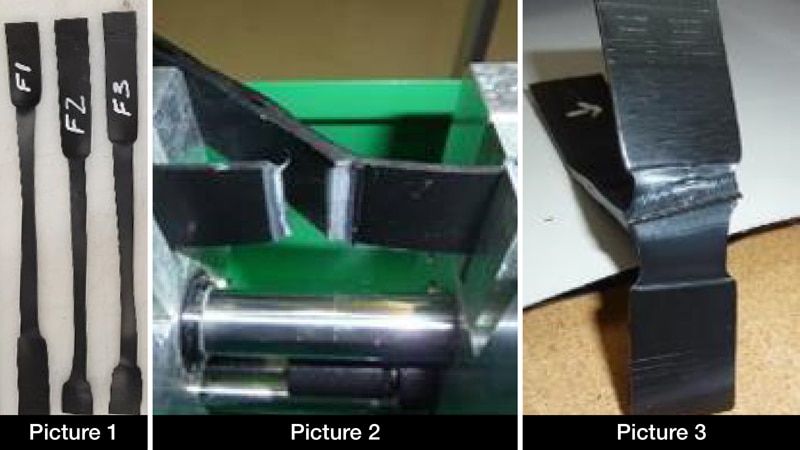
图片1: 有缩颈或拉伸迹象的样品。
图片2: 在焊缝外显示出干净的断口的样品。
图3: 本次抽查也通过了标准要求。但我们也看到,这层膜保留了拉伸的能力,没有破裂。
正如你所看到的,焊接窗口是相当大的,它是不够的,只是在焊接窗口的某个地方找到自己。我们需要瞄准焊接窗口内的 "甜蜜点"。
图片1: 有缩颈或拉伸迹象的样品。
图片2: 在焊缝外显示出干净的断口的样品。
图3: 本次抽查也通过了标准要求。但我们也看到,这层膜保留了拉伸的能力,没有破裂。