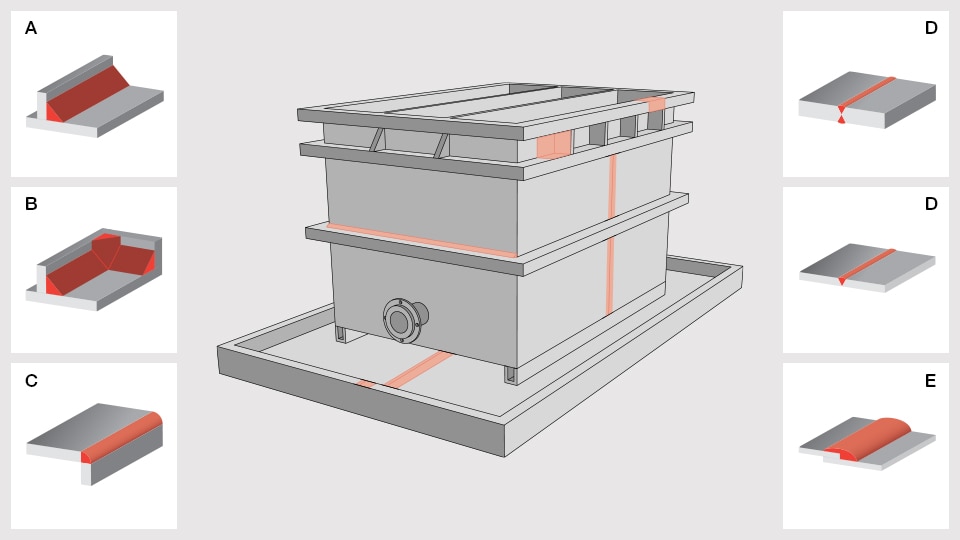
A.角焊缝
角焊缝是最常用的一种焊缝形状。将两个工件焊接在一个T形接头里即形成角焊缝。
B:内角焊缝
内角焊缝通常用于难以触及的位置。自由形态和样条式的焊缝像这样焊接最有效。
C:转角缝外观
外角缝是一种角焊缝,它的焊缝会沿着并排的工件边缘延伸。因此,沿外部纵向侧(边缘)进行焊接。
D:X形焊缝(也称为双V形焊缝)
双V形焊缝也称为X形焊缝。它是一种对接式焊接,由待连接部件两侧的各两个V形焊缝组合而成。
D:V形焊缝
为了得到V形焊缝典型的V形角,工件要么被斜切,要么彼此以适当的角度定位。
E:搭接缝
搭接缝主要用于塑料片材。在使用这种焊缝时,片材相互叠放,焊缝位于上侧外露的材料边缘上。
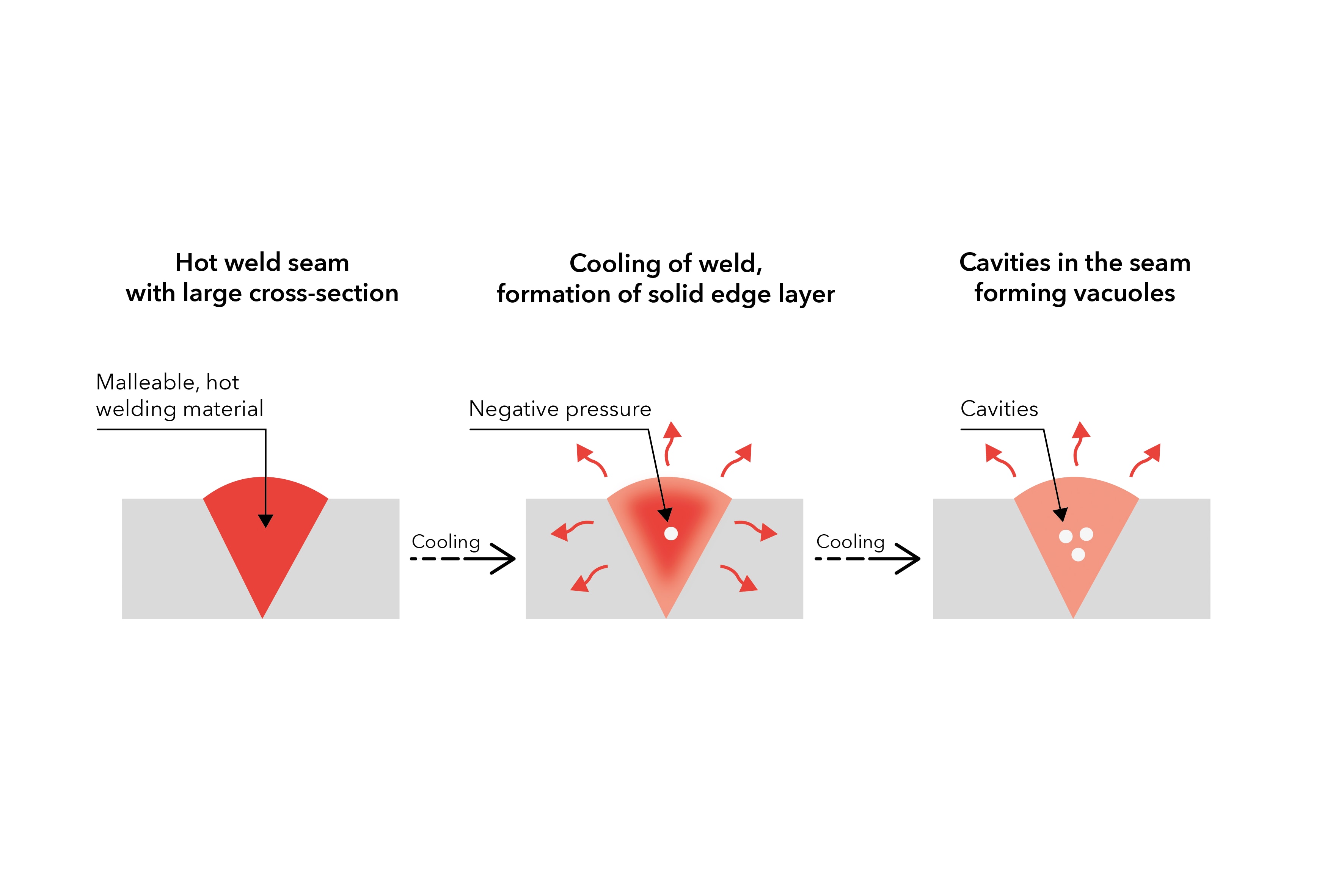
塑料的热焊接
塑料焊接要求温度、压力和速度三个焊接参数之间有对应关系。与其他连接方法相比,焊接可实现高弹性、坚固且均匀的焊缝。经过正确加工后,塑料化合物会非常坚固且密封良好。它们还可以在不损失强度的情况下进行修复。
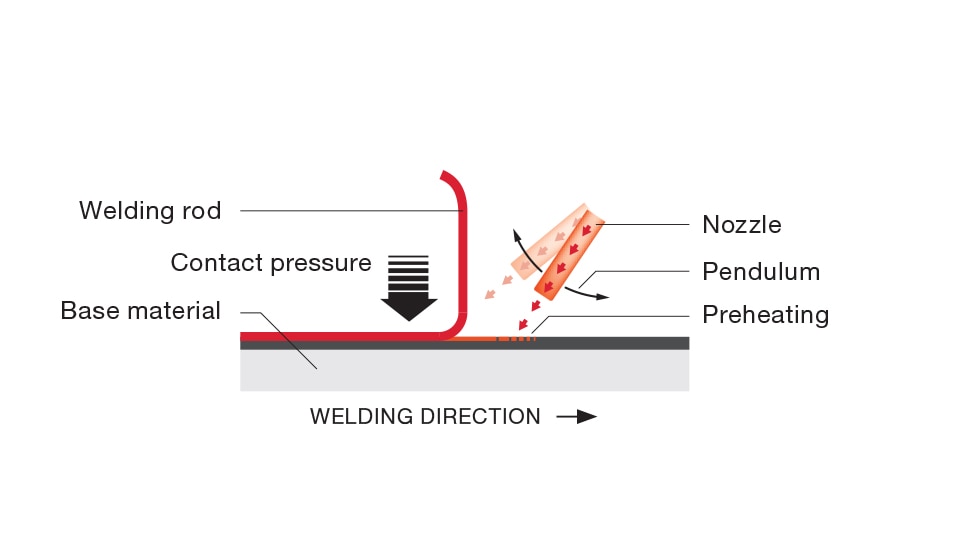
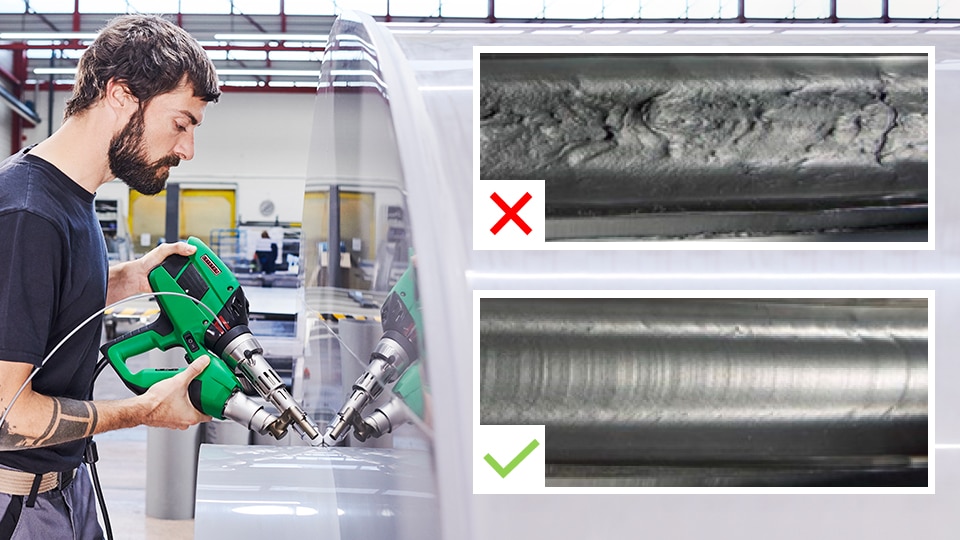
热风手工焊接
热风手工焊接主要用于难以触及的区域和短接缝。这种焊接工艺优选用于加工无定形塑料,特别是 PVC。进行手工焊接时,必须特别注意压力均匀和速 度恒定。在焊接过程中,请将焊条垂直压在焊缝上。所需 的力取决于所选的基材与焊条的尺寸。应该沿焊接方向,以摇摆振动的方式将来自标准 风嘴的热量交替施加到焊条与接合处,直至到达 焊缝末端为止。若以正确的温度和适当的压力正确实施,焊道两侧会 形成均匀的双焊道形式的焊缝。