Optische Eigenschaften
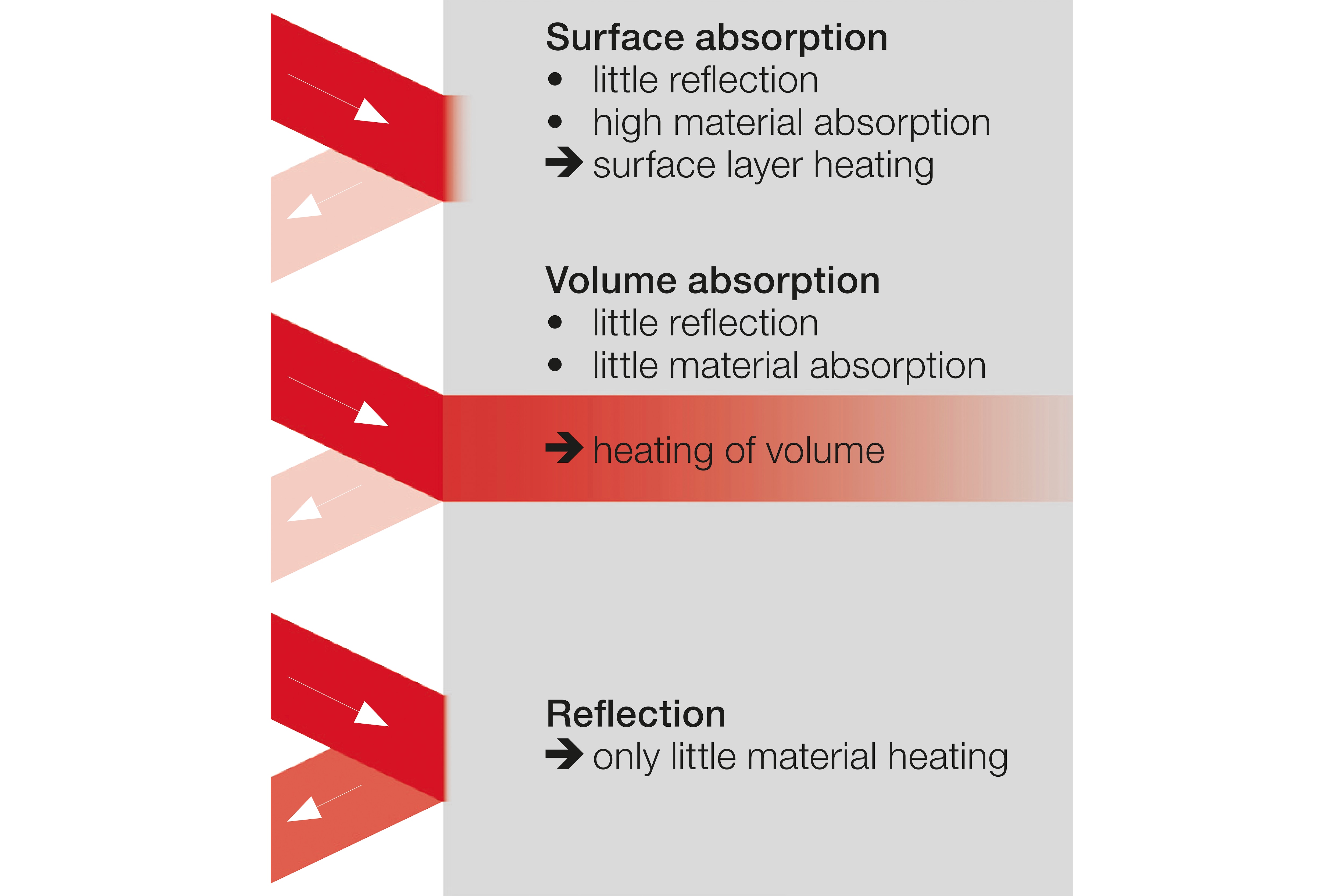
Die optischen Eigenschaften der Kunststoffe haben auf das Schweissergebnis beim Laserdurchstrahlschweissen entscheidenden Einfluss. Auf der einen Seite wird ein für die Laserstrahlung transparenter Schweisspartner benötigt, auf der anderen Seite ein absorbierender.
Ohne Additive ist jeder Thermoplast für die Laserstrahlung transparent. Unterschieden wird jedoch zwischen amorphen und teilkristallinen Thermoplasten. Bei amorphen Thermoplasten transmittiert die Strahlung auch bei grossen Dicken beinahe ohne Verluste. Bei den teilkristallinen Thermoplasten wird die Strahlung hingegen an den Kristalliten gebrochen und reflektiert. Dies führt zu einer Streuung der Strahlung, die hauptsächlich vom Grad der Kristallite und der Dicke der zu durchstrahlenden Höhe abhängig ist.
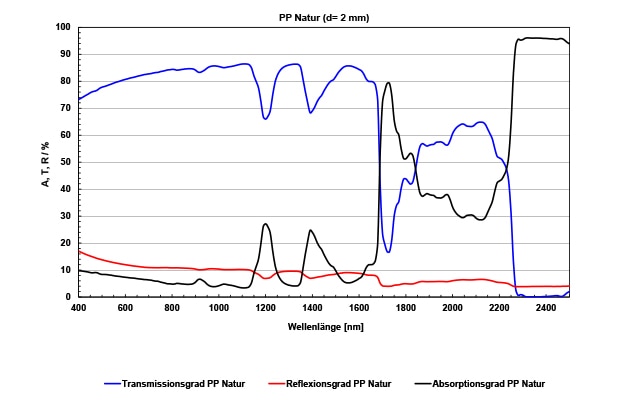
Die folgende Grafik zeigt die spektrale Analyse eines transparenten Polypropylen (PP). Im Wellenlängenbereich zwischen 800-1100 nm ist der Kunststoff sogar transparenter als im sichtbaren Bereich (400 - 700 nm).