Propriétés optiques
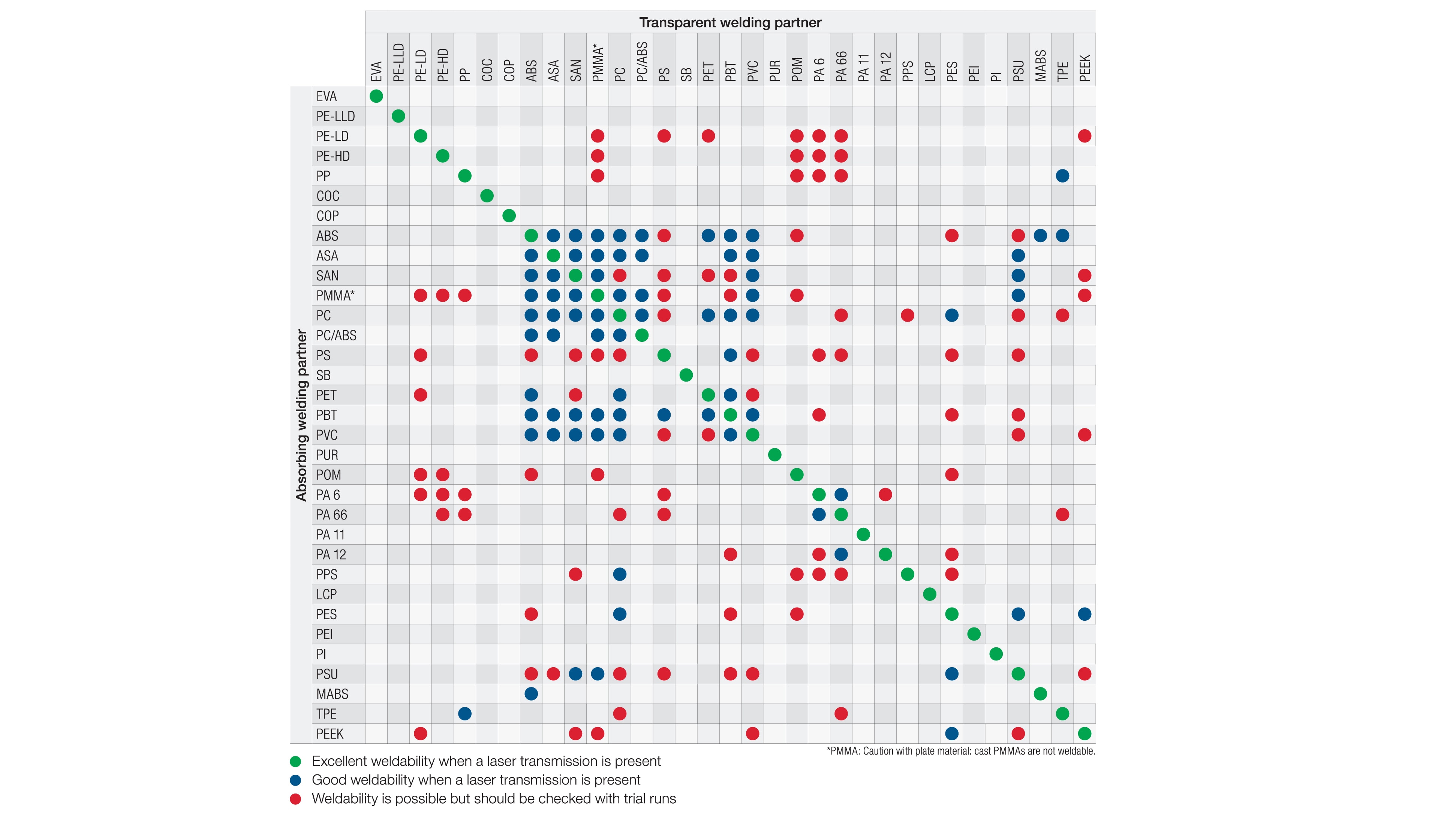
Les propriétés optiques du plastique influencent le résultat de la soudure au laser. D'une part, un partenaire de soudage transparent est nécessaire pour le soudage laser.
Sans additifs, chaque thermoplastique est transparent au rayonnement laser. Toutefois, une distinction est faite entre les thermoplastiques amorphes et semi-cristallins. Avec les thermoplastiques amorphes, le rayonnement se transmet presque parfaitement, même avec des matériaux plus épais. Avec les thermoplastiques semi-cristallins, en revanche, le rayonnement est réfracté et réfléchi au niveau des cristallites. Cela conduit à la diffusion du rayonnement qui dépend principalement du degré de cristallites et de l'épaisseur du matériau à irradier.
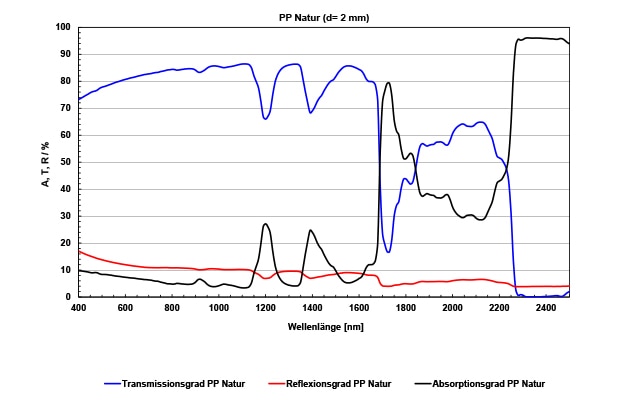
La figure suivante montre l'analyse spectrale du polypropylène transparent (PP). Dans la gamme de longueurs d'onde comprise entre 800 et 1100 nm, le plastique est encore plus transparent que dans le domaine visible (400 à 700 nm).