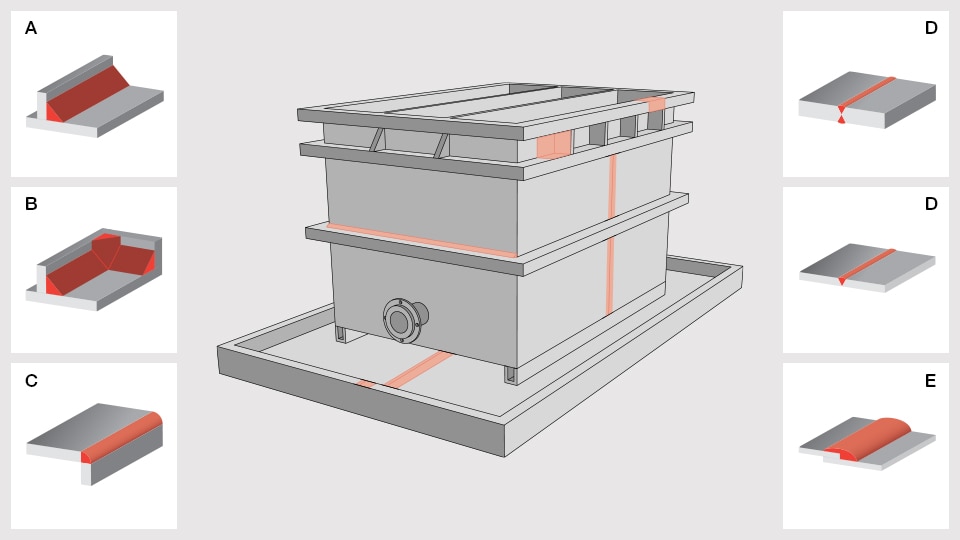
A. Soudure d’angle
La soudure d’angle est l’une des géométries de cordons les plus couramment utilisées. Il est produit par le soudage de deux pièces à usiner qui se rencontrent dans une jointure en T.
B : Cordon d’angle intérieur
Les cordons d’angle intérieurs sont généralement utilisés sur les endroits difficiles d’accès. Les géométries de cordons de soudure de formes libres et en forme de cannelure sont soudées le plus efficacement possible de cette façon.
C : Aspect des cordons d’angle
Le cordon d’angle extérieur est une soudure d’angle dans laquelle le cordon de soudure longe le bord des pièces à usiner qui forment un bloc. Par conséquent, la soudure est réalisée le long du côté longitudinal extérieur (bord).
D : Cordon en X (cordon double en V également)
Le cordon double en V est également connu sous le nom de cordon en X. Il s’agit d’un type de soudure bout à bout qui consiste en une combinaison de deux joints en V sur chacun des deux côtés des composants à assembler.
D : Soudure en V
Afin d’obtenir l’angle en V typique du cordon en V, les pièces à usiner sont soit biseautées, soit positionnées selon un angle approprié l’une par rapport à l’autre.
E : Serti soudé
Les sertis soudés sont principalement utilisées pour les feuilles de plastique. Ici, les feuilles sont disposées les unes sur les autres et le cordon de soudure est posé sur le bord supérieur du matériau exposé.
Assemblage thermique des plastiques
Le soudage plastique nécessite une correspondance entre les trois paramètres de soudage : température, pression et vitesse. Contrairement à d’autres méthodes d’assemblage, le soudage peut atteindre une haute résilience et un cordon de soudure solide et homogène. Les composés plastiques sont extrêmement robustes et parfaitement scellés lorsqu’ils sont traités correctement. Ils peuvent également être réparés sans perte de force.
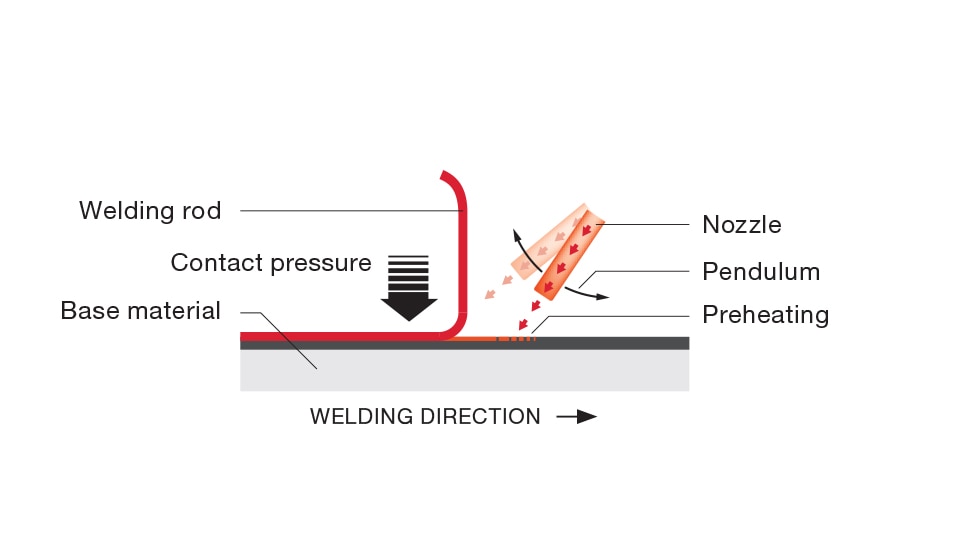
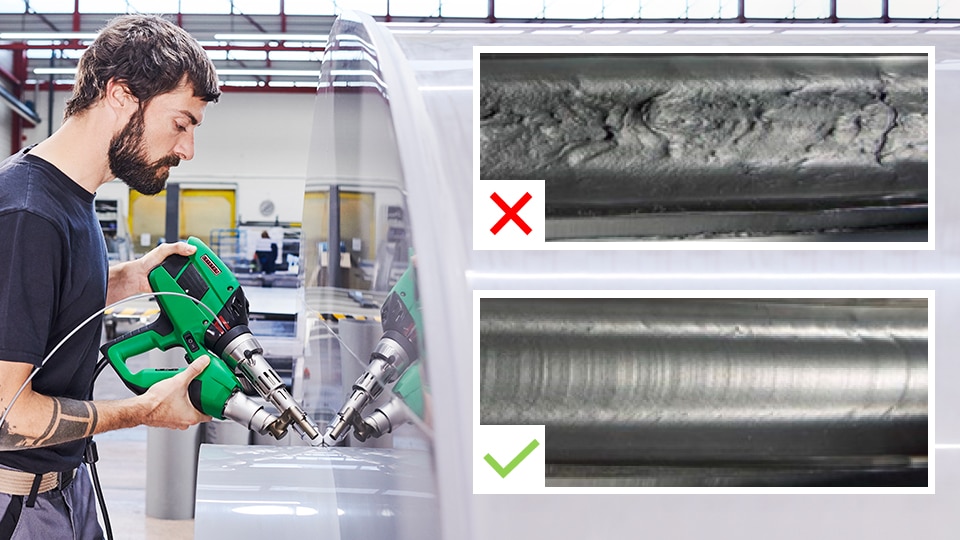
Soudage manuel à l’air chaud
Le soudage manuel à l’air chaud est principalement utilisé pour les zones difficiles d’accès et pour les cordons courts. Ce processus de soudage est privilégié pour le traitement des plastiques amorphes, en particulier du PVC. Une attention particulière doit être portée à l’uniformité de la pression et à la constance de la vitesse lors du soudage à la main. Pendant le processus de soudage, il faut appuyer la baguette de soudure à la verticale de la ligne de joint. La force nécessaire dépend du matériau de base sélectionné et de la taille de la baguette de soudure. La chaleur s’échappant de la buse tubulaire doit être appliquée alternativement sur la baguette de soudure et sur le joint, en un mouvement oscillant dans la direction du soudage, jusqu’à atteindre la fin de la ligne de joint. Lorsqu’il est réalisé correctement, à la bonne température et à la bonne pression, un cordon de soudure se forme des deux côtés du cordon soudé sous la forme d’un double cordon uniforme.