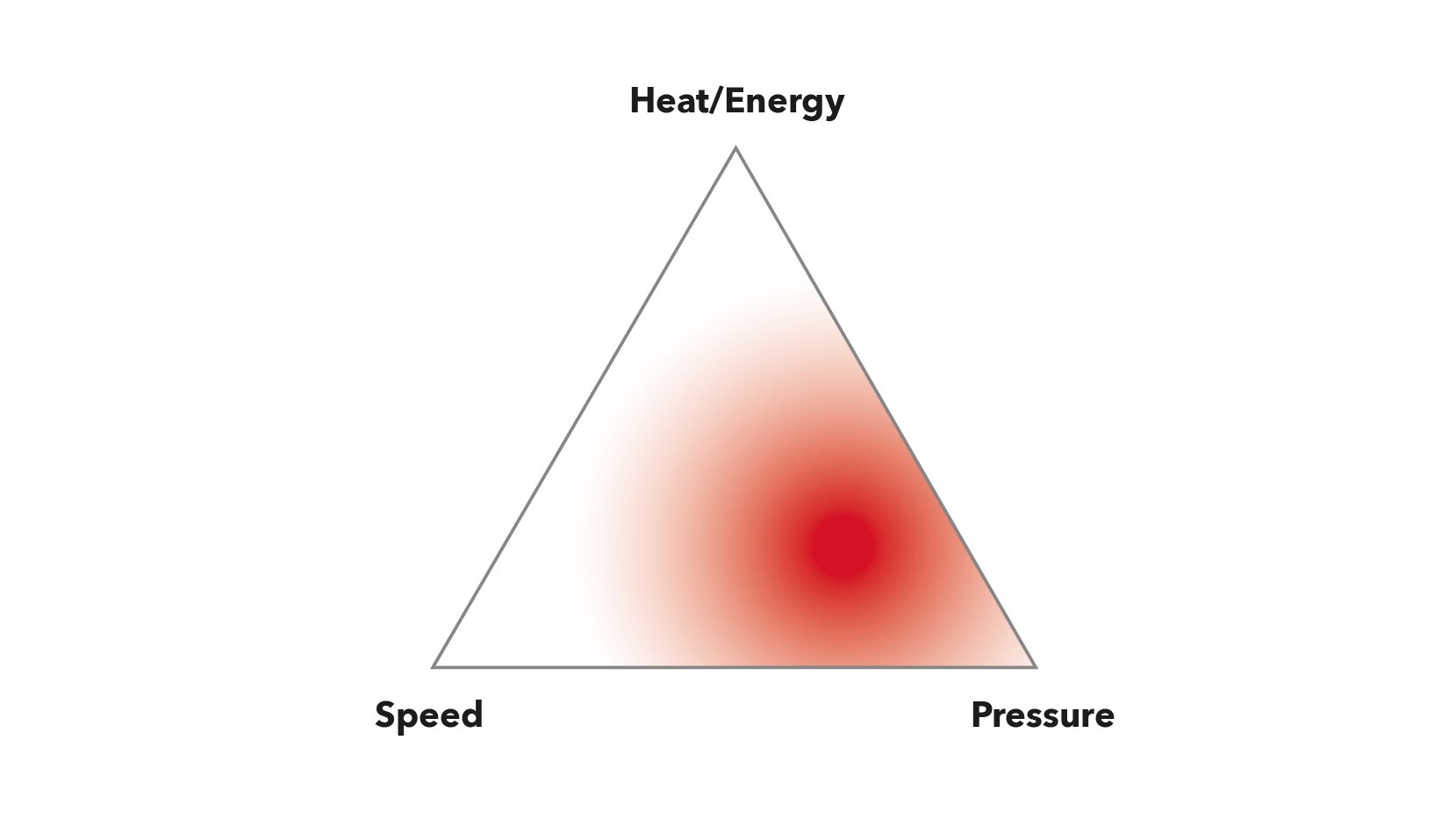
Des paramètres de soudage précis garantissent la reproductibilité
Pour garantir un soudage uniforme et reproductible, les trois paramètres de soudage doivent être contrôlés avec précision : Température/énergie, vitesse et pression. Plus ces paramètres sont proches des réglages idéaux, plus la soudure sera solide. La résistance du cordon de soudure doit être comparable à celle du matériau de base, ce qui peut être vérifié à l'aide d'un tensiomètre.
Autres critères d'influence
Les paramètres de soudage doivent être adaptés aux conditions spécifiques du site, en tenant compte de critères tels que le type de matériau, l'indice de fluidité (MFI), l'état de la surface et les influences météorologiques externes. Il est donc recommandé d'effectuer au préalable des soudures d'essai conformément aux normes reconnues, telles que B. GRI-19a, GRI-19b, DVS 2225-3 ou 4, ASTM D6392 ou ASTM D7747. Il est également important de connaître les limites de ces normes et d'appliquer, le cas échéant, des paramètres de soudage spécifiques au projet. Ce dernier point est devenu de plus en plus important ces dernières années avec l'arrivée sur le marché de géomembranes de composition nouvelle.
Le soudage en dessous du point de rosée n'est généralement pas recommandé car il affecte négativement la qualité du soudage.
Principes de conception du matériel de soudage
Pour garantir des résultats de soudage cohérents et fiables, le matériel de soudage doit respecter certains principes de conception. Ces principes comprennent une boucle de contrôle fermée pour maintenir la température de soudage, une boucle de contrôle fermée pour réguler la vitesse de soudage et un système de pression calibré avec une cellule de charge ou un système de mesure pour garantir une pression de soudage reproductible. L'intégration d'un système d'acquisition de données conforme à la norme ASTM D8468*, DVS 2225-4 permet l'acquisition automatique de données, la création de protocoles de soudure et l'analyse post-soudure.
* ASTM D8468-23 - Procédure normalisée pour l'enregistrement des données relatives aux dispositifs de soudage pour la réalisation de cordons de soudure dans les systèmes de géomembrane
Toutes les parties de la machine à souder qui entrent en contact avec le matériau à souder doivent être exemptes de bordures trenchantes. Les bordures trencahntes peuvent entailler le matériau soudé et affecter négativement la résistance à long terme du cordon de soudure en raison de défauts tels que les lignes d'entaille et les rainures et la sensibilité à l'entaille qui en résulte. Le rayon minimal de toutes les bordures en contact avec la géomembrane ne doit pas être inférieur à 2,0 mm.
Inspection finale selon les normes reconnues
Les paramètres de soudage finaux doivent être testés conformément aux normes reconnues applicables aux matériaux à souder. C'est la seule façon de garantir la qualité du cordon de soudure.
Conclusion et recommandation
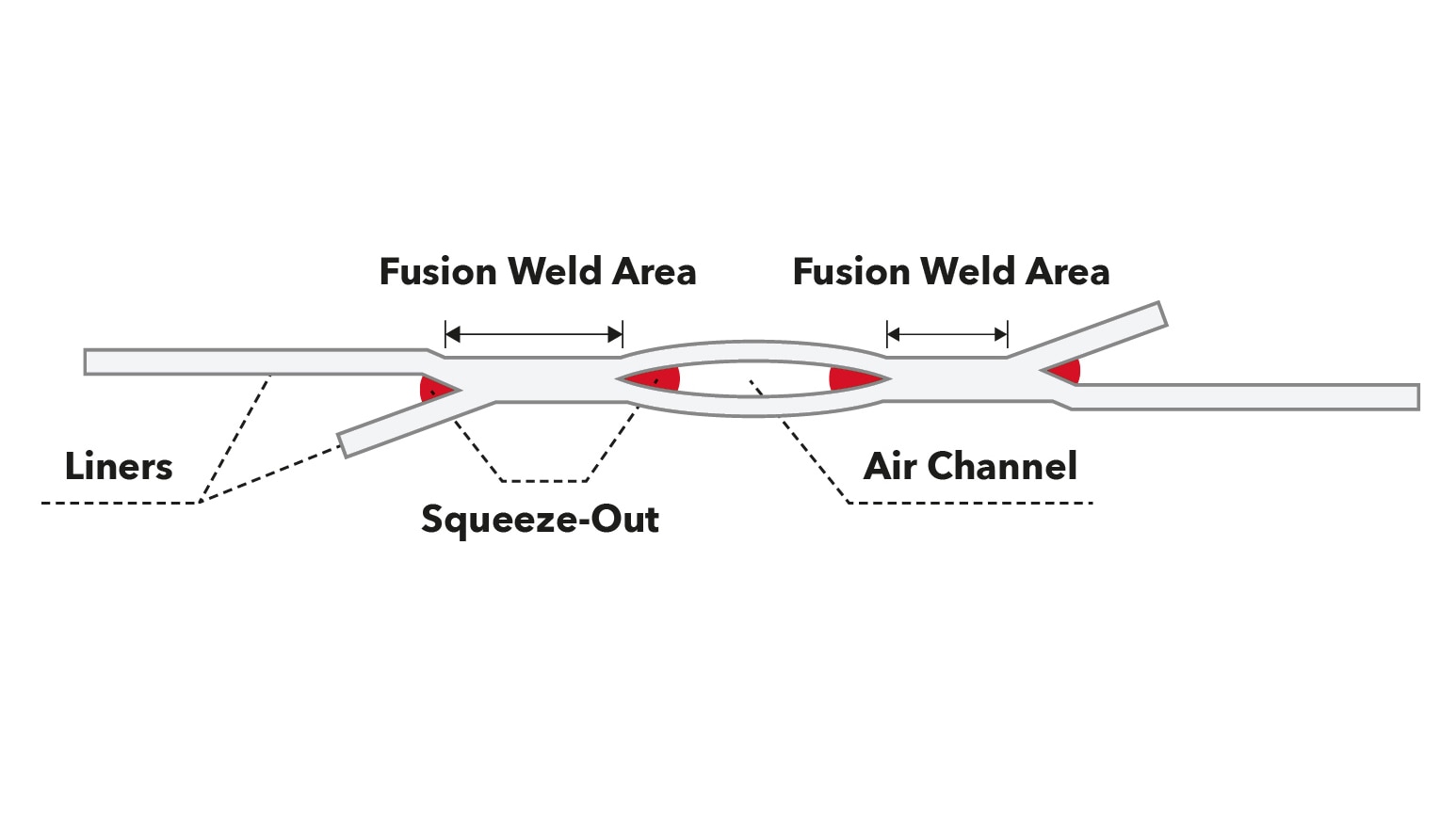
Un soudage correct repose sur la pénétration mutuelle et l'imbrication des molécules de polymère des deux feuilles d'étanchéité à assembler au niveau du joint.
Un chauffage insuffisant, un temps de contact trop court entre la membrane et le coin chauffant, ou une pression d'assemblage insuffisante entraînent un manque de mobilité des chaînes et donc une pénétration insuffisante des chaînes de polymères à travers le cordon de soudure, ce qui se traduit par une faible résistance de l'adhérence.
Inversement, une surchauffe, des temps de contact trop longs (dûs à une chaleur excessive et/ou à une vitesse de soudage trop lente) et une pression d'assemblage trop élevée entraînent un écrasement latéral de la matière fondue, ce qui se traduit par un écrasement supérieur à la moyenne et, par conséquent, par une faible résistance du cordon de soudure. Ces conditions peuvent également entraîner des réductions excessives de l'épaisseur du cordon de soudure, une géométrie abrupte de cordon de soudure épais-mince et la formation d'une zone fortement affectée par la chaleur directement à côté du cordon de soudure.
Compte tenu de la nature multifactorielle du soudage des géomembranes, la performance optimale du soudage est donc fonction de l'équilibre entre les trois paramètres critiques du soudage.
Il est recommandé d'installer sur les machines à souder un système d'acquisition de données permettant d'enregistrer les paramètres de soudage pertinents sur toute la longueur du cordon de soudure, à intervalles fixes, pendant toute la durée du processus de soudage. Le contrôle de tous les paramètres de soudage pendant le soudage des géomembranes est essentiel pour garantir des procédures optimales. En maintenant un équilibre entre la température/l'énergie, la vitesse et la pression, il est possible d'obtenir des cordons de soudure de haute qualité. L'importance de l'écrasement, le respect des normes d'essai et l'utilisation de systèmes d'acquisition de données augmentent encore la qualité et la fiabilité du processus de soudage.
Principales conclusions
- Interpénétration et interdépendance : Le succès du soudage dépend de l'interpénétration et de l'imbrication des molécules de polymère des deux géomembranes à l'interface. C'est cette imbrication moléculaire qui crée un lien solide.
- Temps de chauffage et de contact : Un chauffage correct et un temps de contact adéquat sont essentiels. Si le chauffage est insuffisant et le temps de contact court, les chaînes de polymères peuvent ne pas avoir suffisamment de mobilité pour s'interpénétrer efficacement, ce qui se traduit par une liaison faible.
- Surchauffe : D'autre part, une surchauffe du matériau ou une vitesse de soudage lente (temps de contact long) peut entraîner une fusion excessive et une expulsion du matériau fondu. Cela peut entraîner une mauvaise résistance du cordon de soudure et une réduction excessive de l'épaisseur du cordon de soudure.
- Pression d'adhésion : La pression d'assemblage est la pression exercée entre les deux rouleaux de pression pendant le processus de soudage. Une pression trop faible peut empêcher les molécules de s'imbriquer correctement, tandis qu'une pression trop forte peut entraîner l'expulsion du matériau fondu et affaiblir la soudure.
- Résistance du cordon de soudure et zone affectée thermiquement : La résistance du cordon de soudure peut être altérée si un équilibre optimal des paramètres n'est pas atteint. En outre, des conditions défavorables peuvent entraîner une réduction excessive de l'épaisseur de la zone soudée et la formation d'une zone affectée par la chaleur à proximité du cordon de soudure. Celle-ci peut présenter des propriétés matérielles altérées sous l'effet de la chaleur et vieillir plus rapidement que le cordon de soudure, ce qui accroît le risque de fissures dues à la contrainte.
- Qualité optimale du cordon de soudure : Pour obtenir la meilleure qualité de soudure, il faut trouver le bon équilibre entre les trois paramètres, à savoir la température, la vitesse et la pression d'assemblage. Ce réglage est important pour créer un cordon de soudure solide et fiable entre les géomembranes.
- Examen : Les paramètres finaux de soudage doivent être vérifiés conformément aux normes reconnues qui s'appliquent aux matériaux à souder.