Tout sous contrôle : l’importance du test de post-soudage
L’étanchéité du soudage des matériaux thermoplastiques est quelque chose d’essentiel. Satisfaire les besoins en termes de validation des soudures nécessite des outils appropriés : comme il fallait s’y attendre, ceux-ci font partie de l’offre de Leister.

L’expérience de Leister dans ce segment est un prérequis exceptionnel, permettant la conception minutieuse de systèmes efficaces pour l’évaluation de la qualité des soudures. Nous avons parlé de ces systèmes avec Klaid Mastora, le spécialiste en maintenance des machines et contrôle qualité de Leister.
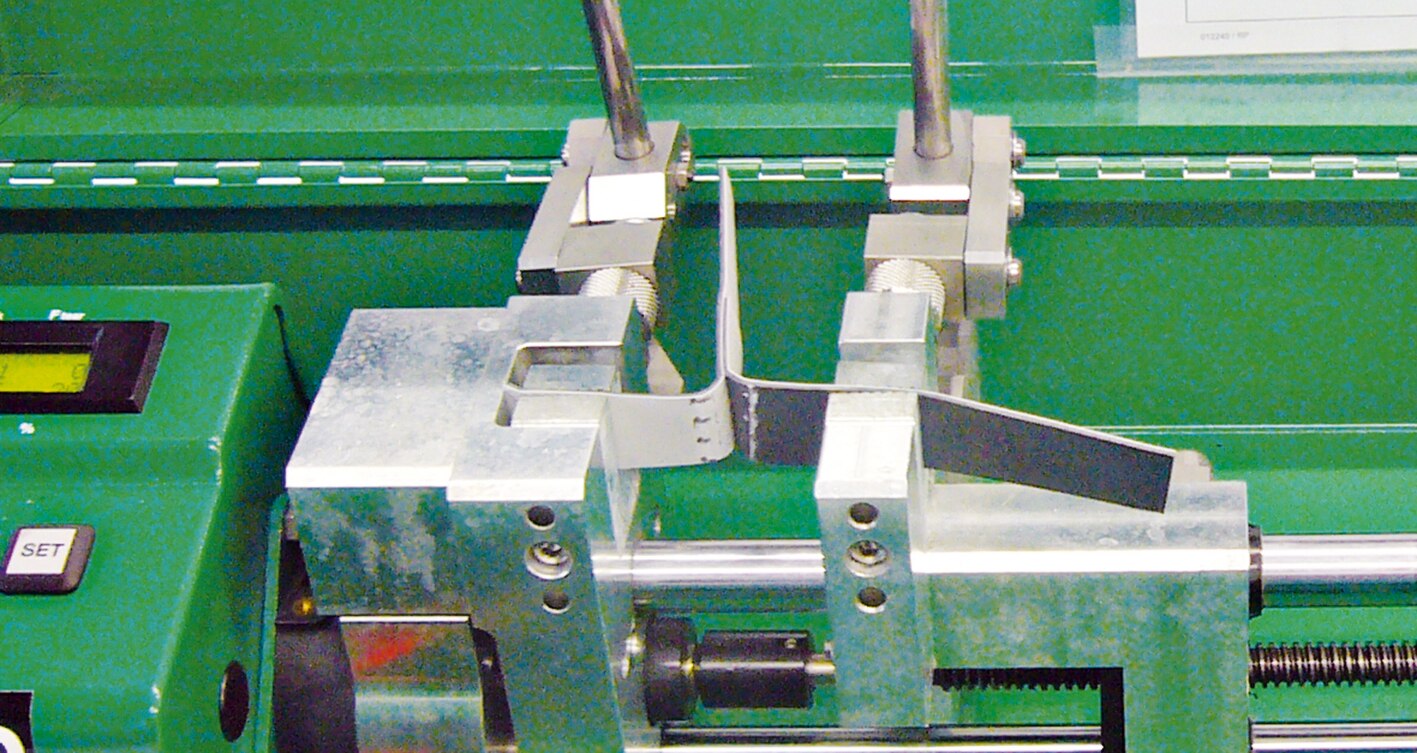
Les valeurs de la force d’arrachage doivent rester dans une limite minimale précise, établie en fonction des matériaux et de l’usage prévu de la soudure. L’apparence de ce qui reste de l’échantillon après arrachage, fournit également à l’expert des informations utiles relatives à la qualité de la soudure. Pratique et léger, l’Examo est une sorte de mini laboratoire portable, créé pour une utilisation facile sur site.
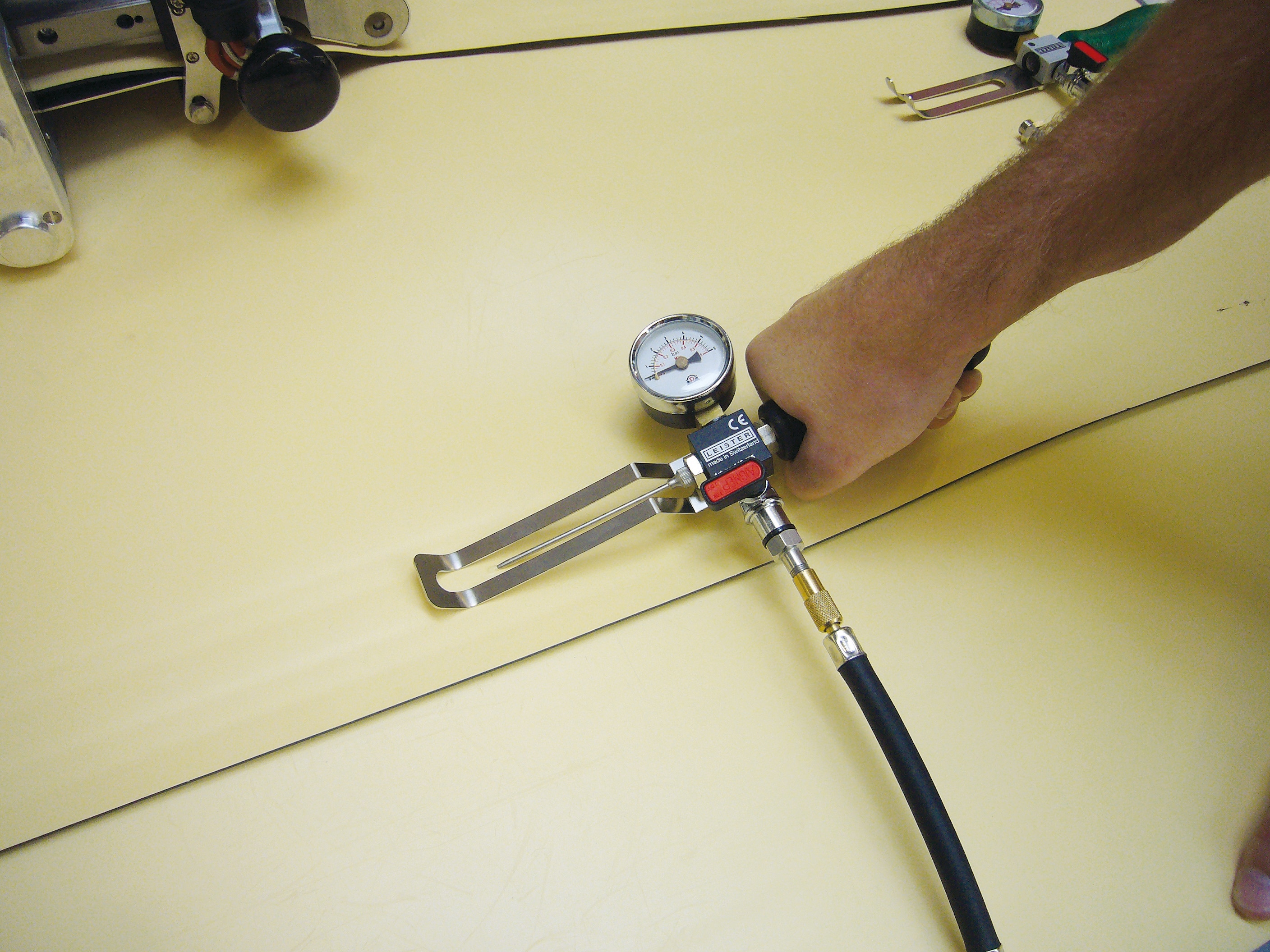
L’étanchéité de la soudure est testée au moyen d’un manomètre à air comprimé et d’une AIGUILLE DE TEST. On insère l’aiguille dans la soudure et on insuffle de l’air jusqu’à atteindre une certaine pression, mesurée avec le manomètre. Ensuite, la tendance de la pression est surveillée à des intervalles spécifiques ; le test est réussi si la chute de pression ne s’écarte pas d’une plage considérée comme acceptable. L’aiguille de test avec manomètre existe en deux modèles différents en fonction de la dureté du matériau à tester, et un système de protection simple évite tout risque pour l’opérateur.