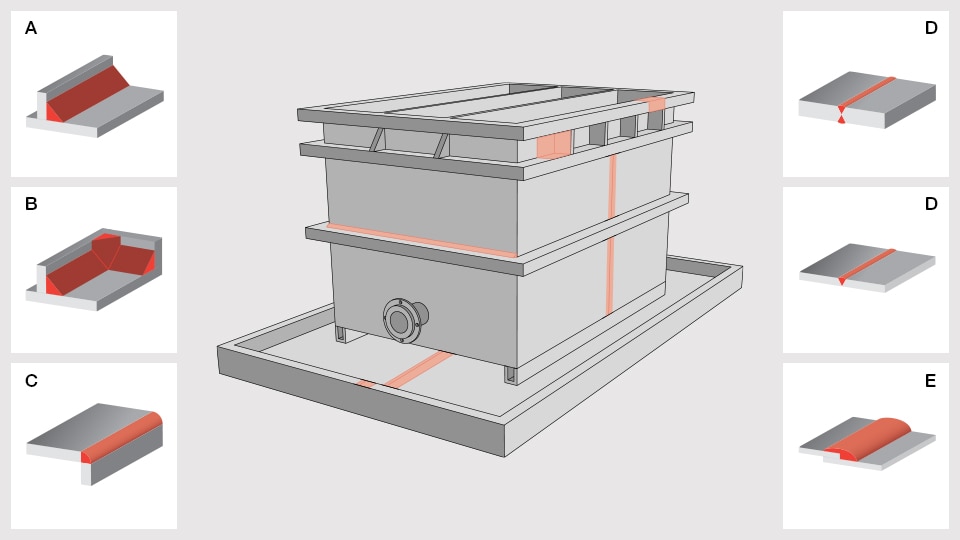
A. Saldatura a filo
La saldatura a filo è una delle geometrie dei cordoni di saldatura utilizzate più frequentemente. Viene prodotta saldando due pezzi che si incontrano in un giunto a T.
B: Saldatura angolare interna
Le saldature angolari interne sono generalmente utilizzate in luoghi difficili da raggiungere. Le forme libere e le geometrie dei cordoni di saldatura a forma di linguetta sono saldate in modo più efficiente in questa maniera.
C: Aspetto delle saldature angolari
La saldatura angolare esterna è una saldatura a filo in cui il cordone di saldatura scorre lungo il bordo dei pezzi che si trovano insieme. Di conseguenza, la saldatura viene effettuata lungo il lato longitudinale esterno (bordo).
D: Saldatura a X (anche saldatura a doppia V)
La saldatura a doppia V è nota anche come saldatura a X. Si tratta di un tipo di saldatura di testa e consiste nella combinazione di due saldature a V su ciascuno dei due lati dei componenti da unire.
D: Saldatura a V
Al fine di ottenere l’angolo a V tipico della saldatura a V, i pezzi vengono smussati o posizionati l’uno rispetto all’altro con un angolo appropriato.
E: Saldatura a giro
Le saldature a giro sono utilizzate principalmente per i fogli di plastica. In questo caso, i fogli sono disposti uno sull’altro e il cordone di saldatura viene posato sul bordo superiore esposto del materiale.
Giunzione termica di materie plastiche
La saldatura plastica richiede una corrispondenza tra i tre parametri di saldatura: temperatura, pressione e velocità. A differenza di altri metodi di giunzione, la saldatura permette di ottenere un’elevata resilienza e un cordone di saldatura forte e omogeneo. I composti plastici sono estremamente robusti e perfettamente sigillati se lavorati correttamente. Possono anche essere riparati senza perdita di forza.
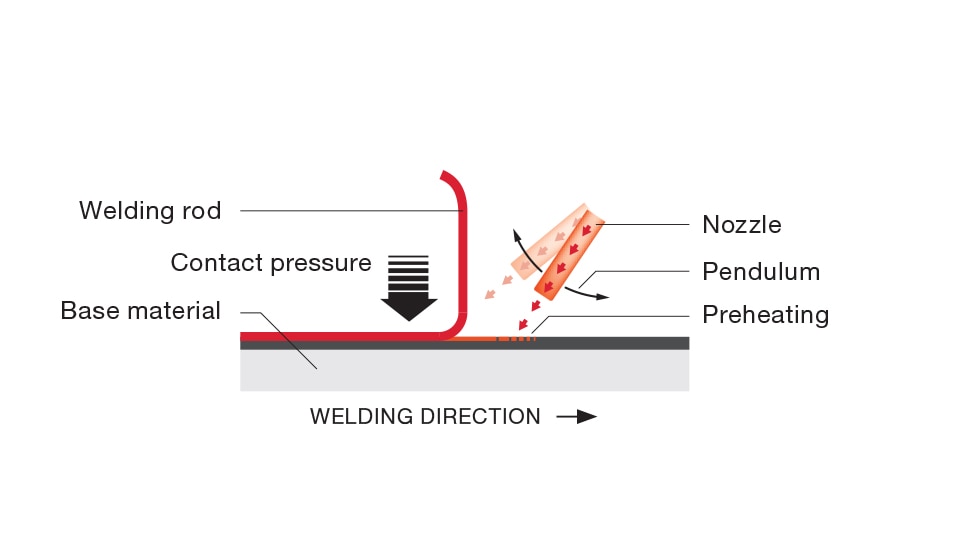
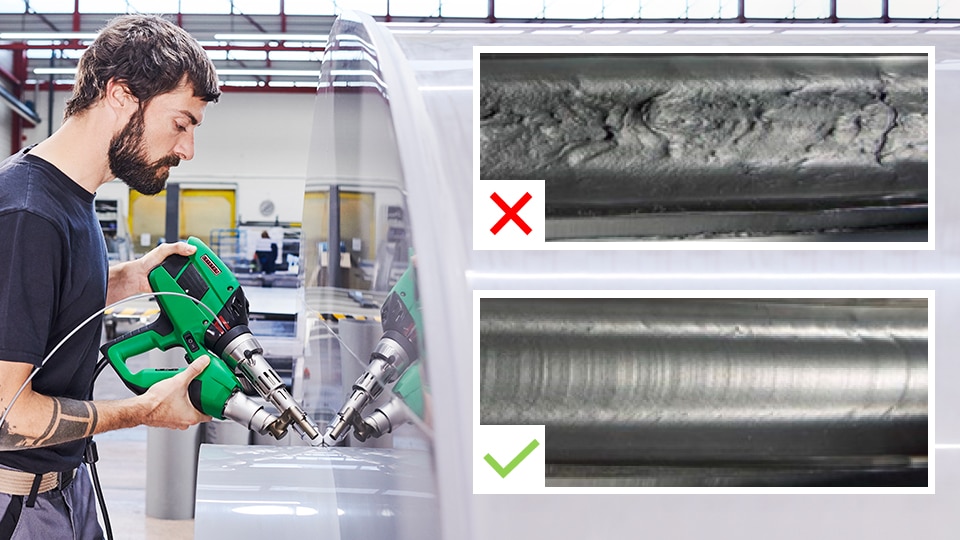
Saldatura manuale ad aria calda
La saldatura manuale ad aria calda viene utilizzata principalmente per aree difficili da raggiungere e per saldature corte. Questo processo di saldatura è preferibile per la lavorazione di materie plastiche amorfe, in particolare PVC. Quando si salda a mano, occorre prestare particolare attenzione alla pressione uniforme e alla velocità costante. Durante il processo di saldatura, premere il filo di saldatura verticalmente sulla zona da saldare. La forza necessaria dipende dal materiale di base selezionato e dalle dimensioni del filo di saldatura. Il calore che fuoriesce dall’ugello a tubo deve essere applicato alternativamente al filo e al giunto di saldatura, con un movimento oscillante nella direzione della saldatura fino a raggiungere l’estremità del cordone. Se realizzato correttamente con la giusta temperatura e la pressione adeguata, su entrambi i lati si crea un cordone di saldatura sotto forma di doppio cordone uniforme.