Optische eigenschappen
De optische eigenschappen van de kunststof beïnvloeden het lasresultaat bij het laserlassen. Enerzijds is er een transparante laspartner nodig voor het laserlassen.
Zonder additieven is elke thermoplast transparant voor laserstraling. Er wordt echter een onderscheid gemaakt tussen amorfe en halfkristallijne thermoplasten. Bij amorfe thermoplasten geeft de straling bijna perfect door, zelfs bij dikkere materialen. Bij halfkristallijne thermoplasten daarentegen wordt de straling afgebroken en gereflecteerd op de kristallieten. Dit leidt tot de stralingsverstrooiing die vooral afhankelijk is van de mate van kristallieten en de dikte van het te bestralen materiaal.
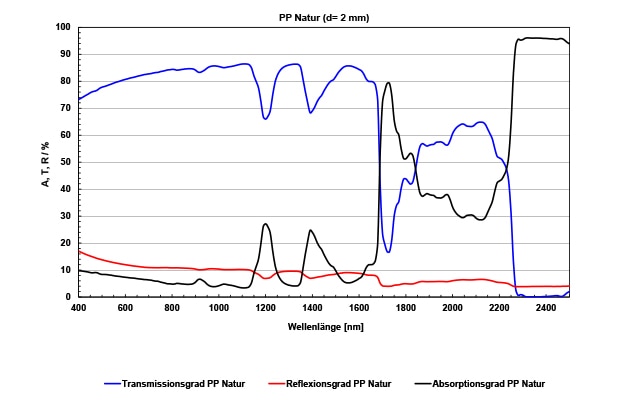
De volgende figuur toont de spectrale analyse van transparant polypropyleen (PP). In het golflengtegebied tussen 800-1100 nm is de kunststof nog transparanter dan in het zichtbare bereik (400 - 700 nm).