Propriedades ópticas
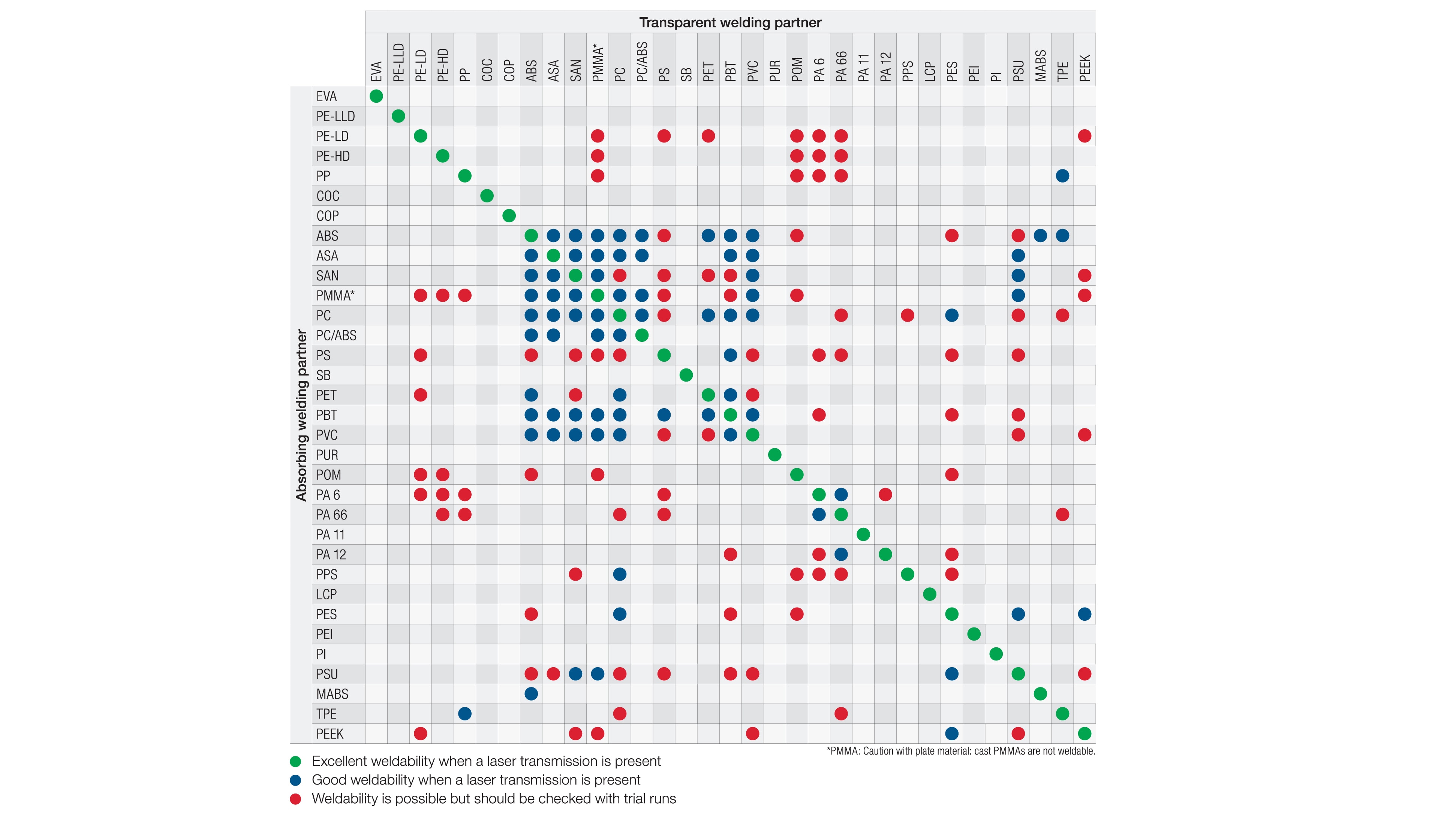
As propriedades ópticas do plástico influenciam o resultado da soldadura a laser. Por um lado, é necessário um parceiro de soldagem transparente para a soldagem a laser.
Sem aditivos, todo termoplástico é transparente à radiação laser. No entanto, é feita uma distinção entre termoplásticos amorfos e semi-cristalinos. Com termoplásticos amorfos, a radiação transmite quase perfeitamente, mesmo com materiais mais espessos. Com os termoplásticos semi-cristalinos, por outro lado, a radiação é refracta e reflectida nos cristais. Isto leva à dispersão da radiação que depende principalmente do grau de cristais e da espessura do material a ser irradiado.
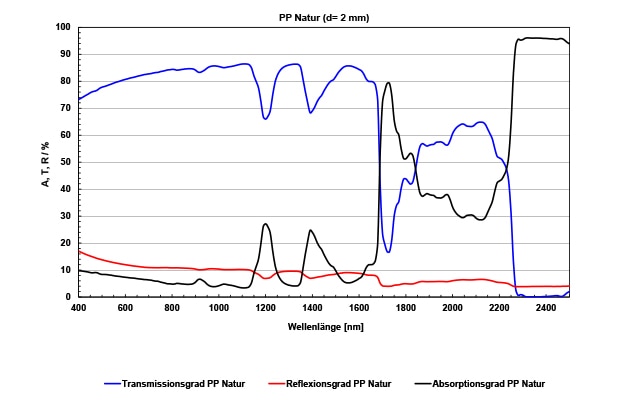
A figura seguinte mostra a análise espectral do polipropileno transparente (PP). A faixa de comprimento de onda entre 800-1100 nm o plástico é ainda mais transparente do que na faixa visível (400 - 700 nm).