

A profundidade de corte é determinada com base no seguinte (Fig. 1):
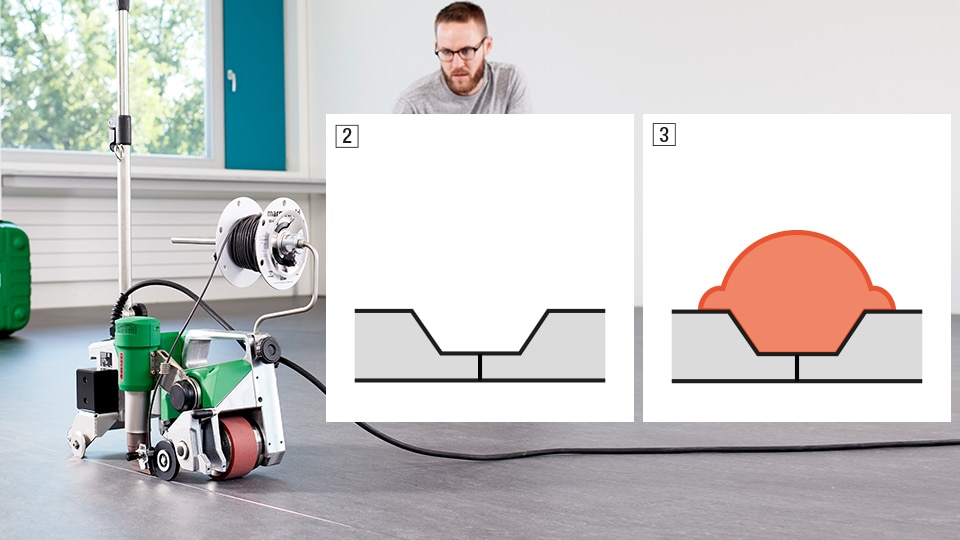
Um bico de soldagem com uma saída de ar estreita deve ser usado para evitar falhas na cobertura da superfície.
Cuidado: As falhas só se tornam visíveis após vários ciclos de limpeza. As costuras de solda são soldadas mais facilmente com um TRIAC ST/AT ou o HOT JET S do que uma máquina MINIFLOOR ou UNIFLOOR.

Soldagem manual (TRIAC/HOT JET S/GHIBLI)
Recomenda-se para ranhuras curtas, reparos ou transições
Visando à consistência na qualidade da solda, o seguinte deve ser levado em consideração
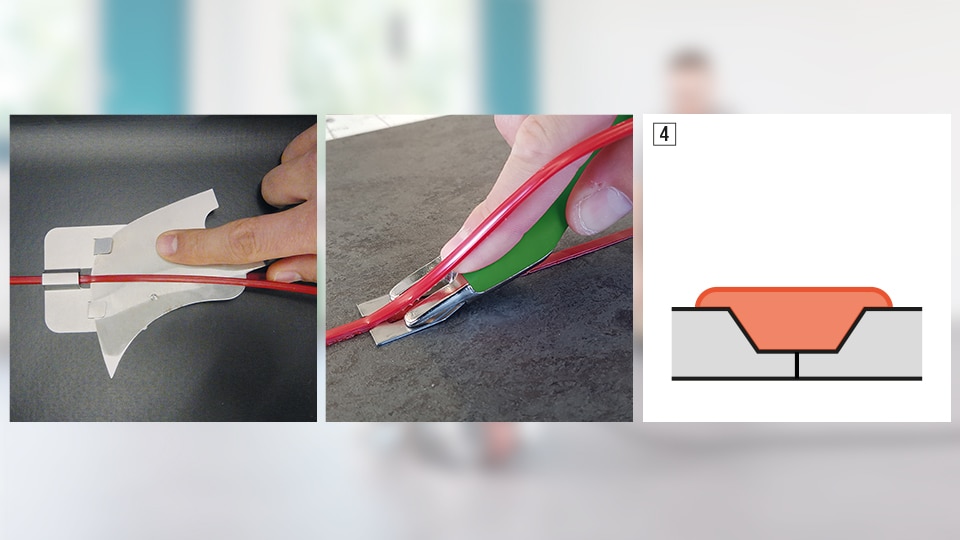
Cuidado: É essencial que o fio de solda seja cortado em dois estágios. Isso evita que a solda fique abaixo da superfície nivelada. (Fig. 4).
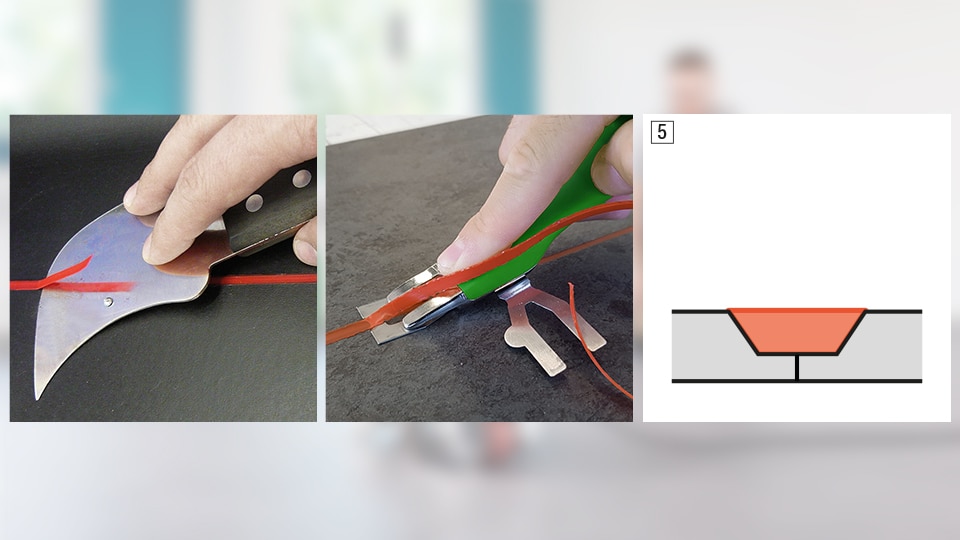
A superfície agora é capaz de suportar uma carga e pode ser limpa (Fig. 5).

A Academia Leister é o seu centro de transferência de conhecimentos, de formação e de desenvolvimento profissional. Aqui, fornecemos aos funcionários, distribuidores e clientes da Leister conhecimentos práticos e um programa de formação continuamente desenvolvido para garantir um elevado nível de competência e segurança na utilização dos nossos produtos Leister.