Přesné parametry svařování zaručují reprodukovatelnost
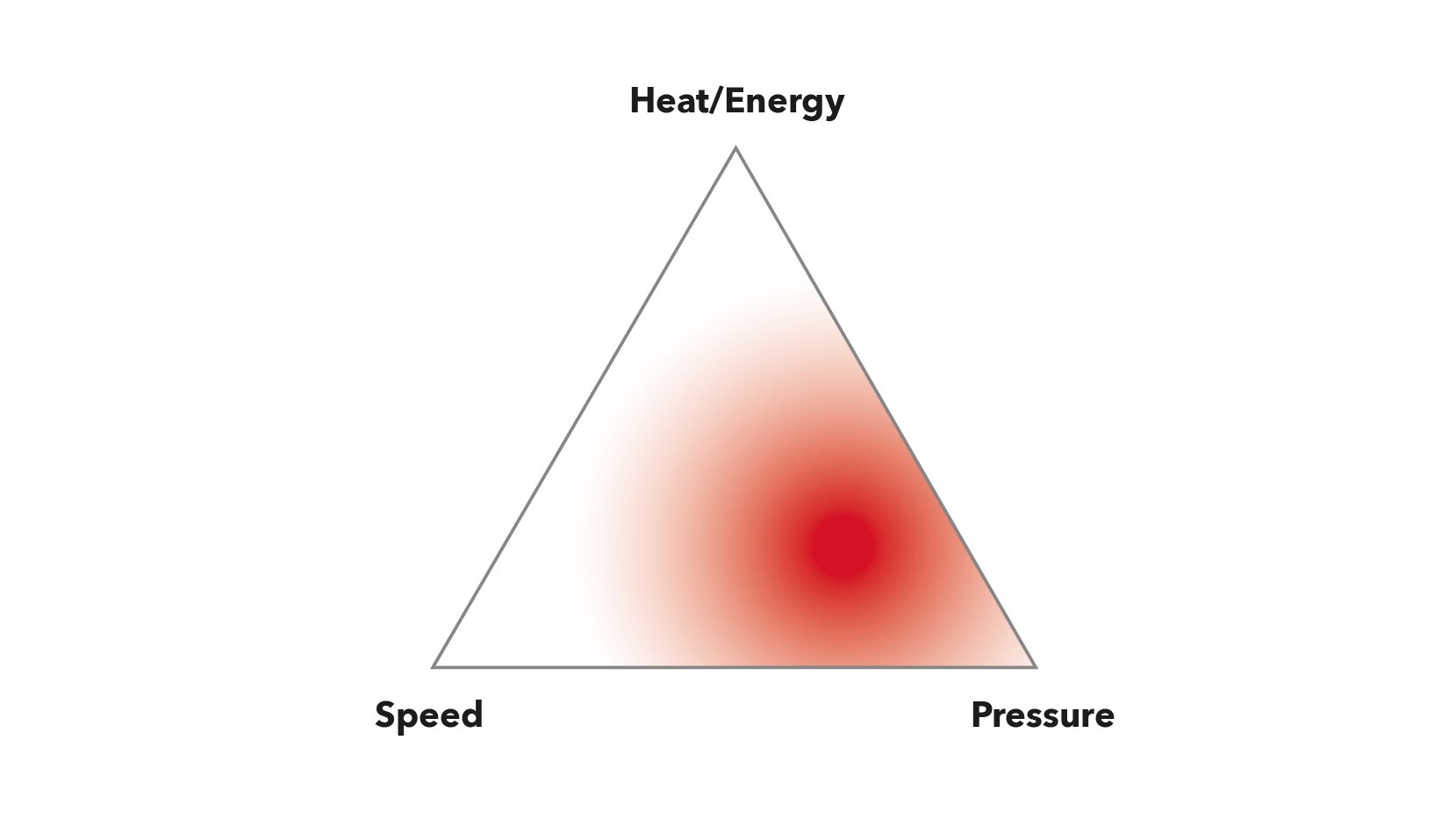
Aby bylo zajištěno rovnoměrné a reprodukovatelné svařování, musí být všechny tři parametry svařování přesně řízeny: Teplota/energie, rychlost a tlak. Čím blíže jsou tyto parametry ideálnímu nastavení, tím silnější bude svarový šev. Pevnost svarového spoje by měla být srovnatelná s pevností základního materiálu, který lze kontrolovat pomocí tenziometru.
Další kritéria ovlivňování
Parametry svařování musí být přizpůsobeny specifickým podmínkám na pracovišti s přihlédnutím ke kritériím, jako je typ materiálu, index tání (MFI), stav povrchu a vlivy vnějšího počasí. Proto se doporučuje, aby byly zkušební svary provedeny předem v souladu s uznávanými normami, jako jsou B. GRI-19a, GRI-19b, DVS 2225-3 nebo 4, ASTM D6392 nebo ASTM D7747. Je také důležité znát limity těchto norem a v případě potřeby použít parametry svařování specifické pro daný projekt. Posledně jmenované se v posledních letech staly stále důležitějšími, protože se na trh dostaly geomembrány s novými kompozicemi.
Svařování pod rosným bodem se obecně nedoporučuje, protože negativně ovlivňuje kvalitu svařování.
Zásady návrhu svařovacího zařízení
Pro zajištění konzistentních a spolehlivých výsledků svařování by svařovací zařízení mělo dodržovat určité principy návrhu. Mezi tyto principy patří uzavřená řídicí smyčka pro udržení teploty svařování, uzavřená řídicí smyčka pro regulaci rychlosti svařování a kalibrovaný tlakový systém se siloměrem nebo měřicím systémem pro zajištění reprodukovatelného svařovacího tlaku. Integrace systému sběru dat v souladu s ASTM D8468*, DVS 2225-4 umožňuje automatické získávání dat, vytváření protokolů svarových spojů a analýzu po svařování.
* ASTM D8468-23 - Standardní postup pro záznam dat pro svářečská zařízení pro výrobu svarových švů v geomembránových systémech
Všechny části svařovací stroje, které přicházejí do styku s materiálem, který má být svařován, musí být bez ostrých hran. Ostré hrany mohou způsobit zářezy na svařovaném materiálu a negativně ovlivnit dlouhodobou pevnost svarového švu v důsledku vad, jako jsou drážky a drážky, a z toho vyplývající citlivost na zářezy. Minimální poloměr všech hran, které přicházejí do kontaktu s geomembránou, nesmí být menší než 2,0 mm.
Závěrečná kontrola podle uznávaných norem
Konečné parametry svařování musí být testovány v souladu s uznávanými normami, které se vztahují na svařované materiály. Toto je jediný způsob, jak zajistit kvalitu svarového švu.
Závěr a doporučení
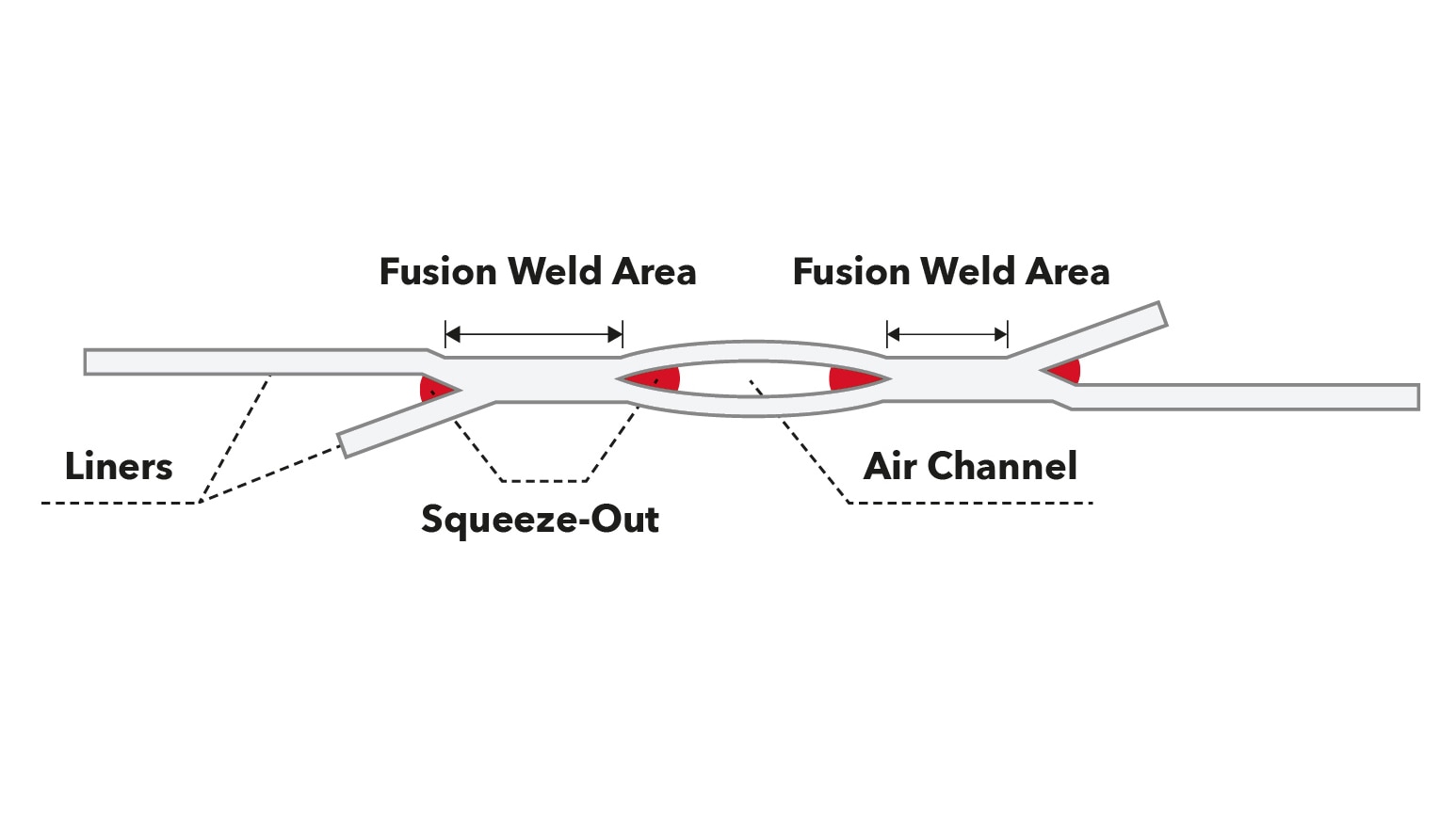
Správné svařování je založeno na vzájemném průniku a vzájemném blokování polymerových molekul dvou těsnicích plátů, které mají být spojeny ke spoji.
Příliš malé zahřívání, příliš krátká doba kontaktu mezi membránou a topným klínem nebo nedostatečný spojovací tlak vedou k nedostatečné pohyblivosti řetězu, a tudíž k nedostatečné penetraci polymerových řetězců přes svarový spoj, což vede ke špatné pevnosti spoje.
Naopak přehřátí, dlouhé doby kontaktu (v důsledku nadměrného tepla a/nebo příliš nízké rychlosti svařování) a nadměrný spojovací tlak vedou k bočnímu vytlačení taveniny, což má za následek nadprůměrné vymačkání a tím i nízkou pevnost švu svaru. Takové podmínky mohou také vést k nadměrnému snížení tloušťky svarového švu, náhlé tlusté geometrii svarového švu a vytvoření silné tepelně ovlivněné zóny přímo vedle svarového švu.
Vzhledem k multifaktoriální povaze geomembránového svařování je optimální výkon svařování proto funkcí rovnováhy mezi třemi kritickými parametry svařování.
Doporučuje se nainstalovat systém sběru dat na svařovací stroje, který umožňuje záznam příslušných parametrů svařování po celé délce svarového švu v pevných intervalech během celého svařovacího procesu. Monitorování všech parametrů svařování během svařování geomembrán je zásadní pro zajištění optimálních postupů. Udržením rovnováhy mezi teplotou/energií, rychlostí a tlakem lze dosáhnout vysoce kvalitních svarových švů. Důležitost vymačkání, dodržování zkušebních norem a používání systémů sběru dat dále zvyšuje kvalitu a spolehlivost svařovacího procesu.
Klíčová zjištění
- Interpenetrace a vzájemné závislosti: Úspěch svařování závisí na pronikání a vzájemném propojení polymerních molekul dvou geomembrán na rozhraní. Právě toto molekulární propojení vytváří silné spojení.
- Doba ohřevu a kontaktu: Správné zahřívání a vhodná doba kontaktu jsou zásadní. Při nedostatečném zahřívání a krátké době kontaktu nemusí mít polymerové řetězce dostatečnou mobilitu k účinnému pronikání, což vede ke slabé vazbě.
- Přehřátí: Na druhou stranu přehřátí materiálu nebo pomalá rychlost svařování (dlouhá doba kontaktu) může vést k nadměrnému tavení a vytlačení roztaveného materiálu. To může vést ke špatné pevnosti svarového spoje a nadměrnému snížení tloušťky svarového spoje.
- Spojovací tlak: Spojovací tlak odkazuje na tlak vyvíjený mezi dvěma tlakovými válci během procesu svařování. Příliš malý tlak může molekulám zabránit ve správném vzájemném blokování, zatímco příliš velký tlak může způsobit vytlačení roztaveného materiálu a oslabení svaru.
- Pevnost svářečského švu a tepelně ovlivněná zóna: Síla svarového švu může být narušena, pokud není dosaženo optimální rovnováhy parametrů. Kromě toho mohou nepříznivé podmínky vést k nadměrnému snížení tloušťky svařované plochy a vytvoření tepelně ovlivněné zóny vedle svarového švu. To může vykazovat změněné vlastnosti materiálu vlivem tepla a stáří rychleji než svarový šev, což vede ke zvýšenému potenciálu prasklin při namáhání.
- Optimální kvalita svarového švu: Pro dosažení nejlepší kvality svarových švů je nutné najít správnou rovnováhu mezi všemi třemi parametry, konkrétně teplotou, rychlostí a spojovacím tlakem. Toto nastavení je důležité pro vytvoření silného a spolehlivého svarového švu mezi geomembránami.
- Vyšetření: Konečné parametry svařování musí být zkontrolovány v souladu s uznávanými normami, které se vztahují na svařované materiály.