Precise Welding Parameters Guarantee Reproducibility
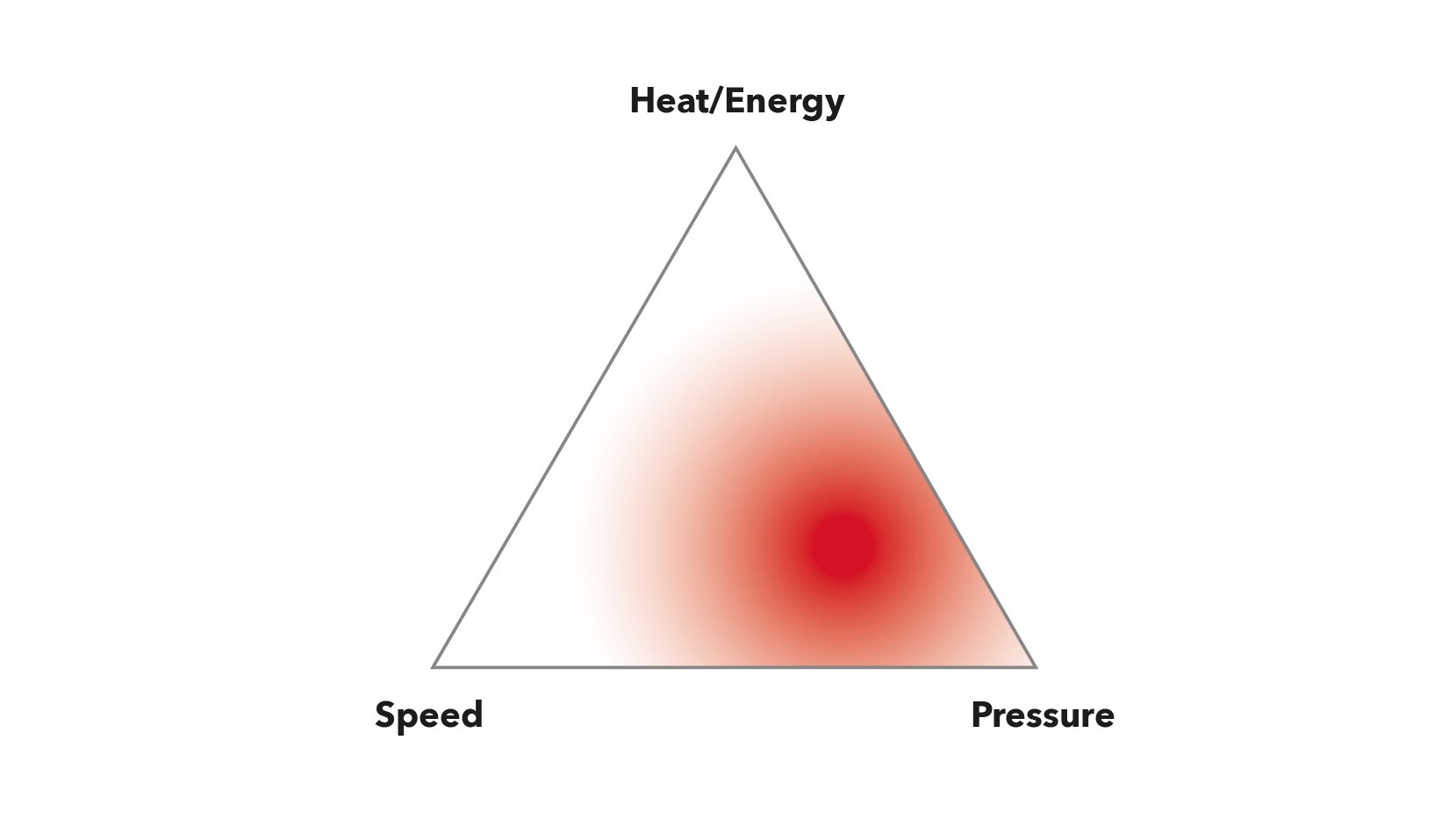
To ensure uniform and reproducible welding, all three welding parameters must be precisely controlled: Temperature/energy, speed and pressure. The closer these parameters are to the ideal settings, the stronger the weld seam will be. The strength of the weld seam should be comparable to the strength of the base material, which can be checked using a tensiometer.
Other Influencing Criteria
The welding parameters must be adapted to the specific conditions on site, taking into account criteria such as material type, melt flow index (MFI), surface condition and external weather influences. It is therefore recommended that test welds are carried out in advance in accordance with recognized standards, such as B. GRI-19a, GRI-19b, DVS 2225-3 or 4, ASTM D6392 or ASTM D7747. It is also important to know the limits of these standards and to apply project-specific welding parameters if necessary. The latter has become increasingly important in recent years as geomembranes with new compositions have come onto the market.
Welding below the dew point is generally not recommended as it negatively affects the welding quality.
Design Principles for Welding Equipment
To ensure consistent and reliable welding results, welding equipment should adhere to certain design principles. These principles include a closed control loop to maintain the welding temperature, a closed control loop to regulate the welding speed and a calibrated pressure system with a load cell or measuring system to ensure a reproducible welding pressure. The integration of a data acquisition system in accordance with ASTM D8468*, DVS 2225-4 enables automatic data acquisition, the creation of weld seam protocols and post-weld analysis.
* ASTM D8468-23 - Standard procedure for data recording for welding devices for the production of weld seams in geomembrane systems
All parts of the welding machine that come into contact with the material to be welded must be free of sharp edges. Sharp edges can notch the welded material and negatively affect the long-term strength of the weld seam due to defects such as notch lines and grooves and the resulting notch sensitivity. The minimum radius of all edges that come into contact with the geomembrane must not be less than 2.0 mm.
Final Inspection According to Recognized Standards
The final welding parameters must be tested in accordance with recognized standards that apply to the materials to be welded. This is the only way to ensure the quality of the weld seam.
Conclusion and Recommendation
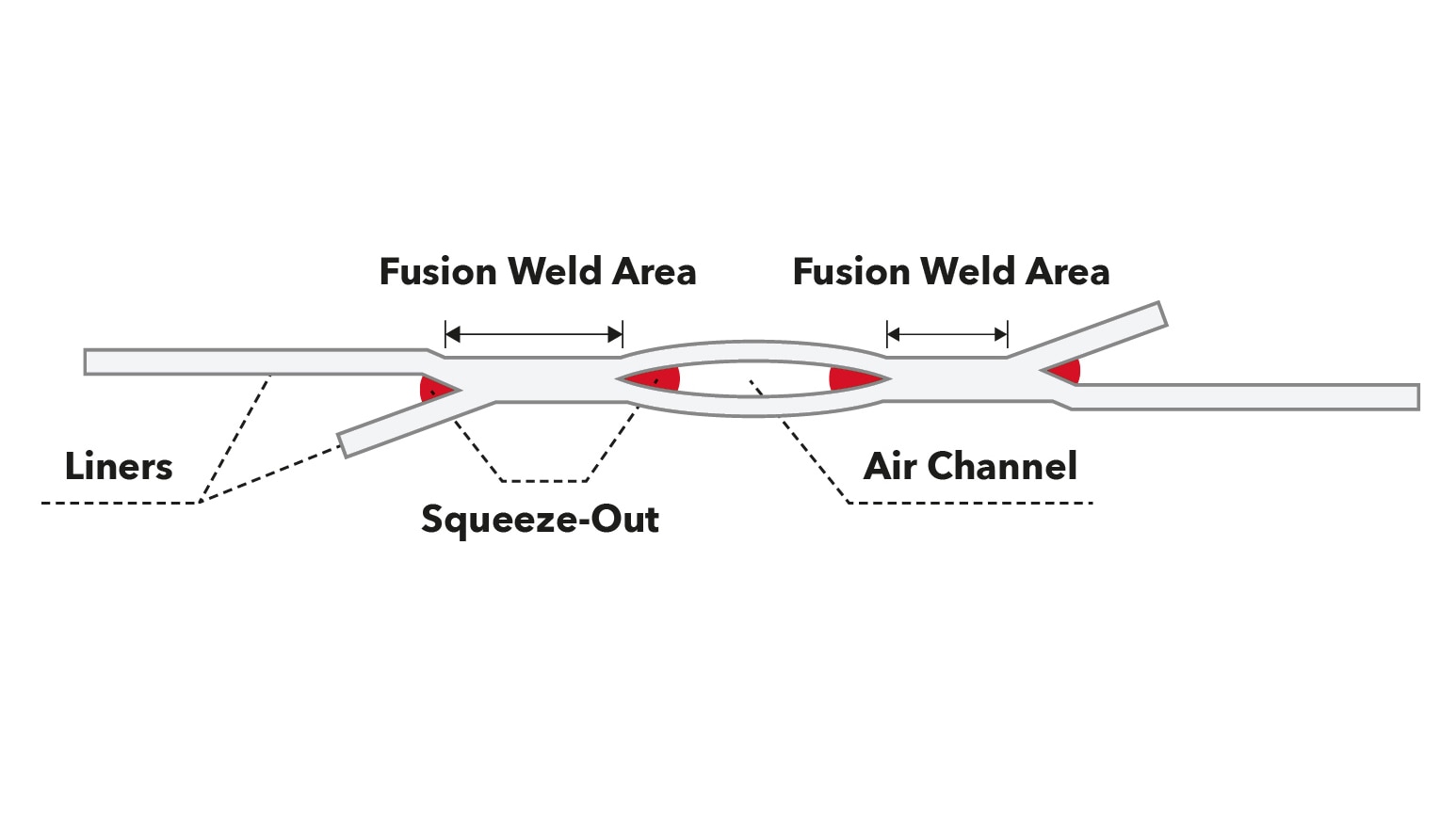
Proper welding is based on the mutual penetration and interlocking of the polymer molecules of the two sealing sheets to be joined at the joint.
Too little heating, too short a contact time between the membrane and the heating wedge, or insufficient joining pressure lead to a lack of chain mobility and thus to insufficient penetration of the polymer chains across the weld seam, resulting in poor bond strength.
Conversely, overheating, long contact times (due to excessive heat and/or welding speed that is too slow) and excessive joining pressure lead to the melt being squeezed out sideways, resulting in above-average squeeze-out and therefore poor weld seam strength. Such conditions can also lead to excessive thickness reductions on the weld seam, an abrupt thick-thin weld seam geometry and the formation of a strong heat-affected zone directly next to the weld seam.
In view of the multifactorial nature of geomembrane welding, optimum welding performance is therefore a function of the balance between the three critical welding parameters.
It is recommended to install a data acquisition system on the welding machines that enables the recording of the relevant welding parameters along the entire length of the weld seam at fixed intervals during the entire welding process. Monitoring all welding parameters during the welding of geomembranes is crucial to ensure optimum procedures. By maintaining a balance between temperature/energy, speed and pressure, high-quality weld seams can be achieved. The importance of squeeze-out, compliance with test standards and the use of data acquisition systems further increase the quality and reliability of the welding process.
Key Findings
- Interpenetration and interdependence: The success of welding depends on the interpenetration and interlocking of the polymer molecules of the two geomembranes at the interface. It is this molecular interweaving that creates a strong connection.
- Heating and contact time: Correct heating and a suitable contact time are crucial. With insufficient heating and a short contact time, the polymer chains may not have enough mobility to interpenetrate effectively, resulting in a weak bond.
- Overheating: On the other hand, overheating of the material or a slow welding speed (long contact time) can lead to excessive melting and squeeze-out of the molten material. This can lead to poor weld seam strength and an excessive reduction in the thickness of the weld seam.
- Joining pressure: The joining pressure refers to the pressure exerted between the two pressure rollers during the welding process. Too little pressure can prevent the molecules from interlocking properly, while too much pressure can cause the molten material to be squeezed out and weaken the weld.
- Weld seam strength and heat-affected zone: The weld seam strength can be impaired if an optimum balance of parameters is not achieved. In addition, unfavorable conditions can lead to an excessive reduction in the thickness of the welded area and the formation of a heat-affected zone next to the weld seam. This can exhibit altered material properties due to the effect of heat and age faster than the weld seam, which leads to an increased potential for stress cracks.
- Optimum weld seam quality: To achieve the best weld seam quality, the right balance must be found between all three parameters, namely temperature, speed and joining pressure. This setting is important to create a strong and reliable weld seam between geomembranes.
- Examination: The final welding parameters must be checked in accordance with recognized standards that apply to the materials to be welded.