Optical properties
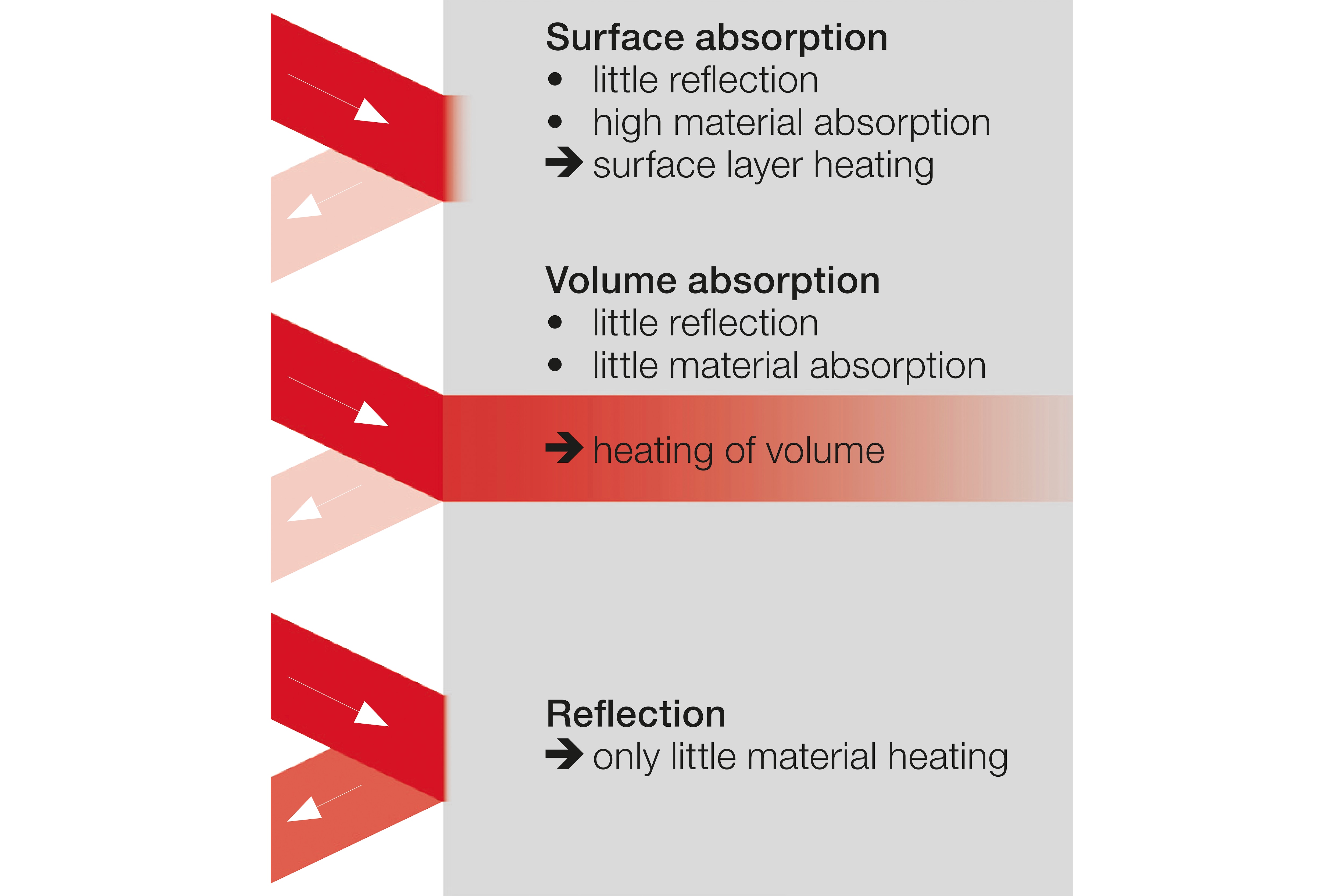
The optical properties of the plastic influences the welding result in laser welding. On the one hand, a transparent welding partner is required for laser welding.
Without additives, every thermoplastic is transparent to laser radiation. However, a distinction is made between amorphous and semi-crystalline thermoplastics. With amorphous thermoplastics, the radiation transmits almost perfectly, even with thicker materials. With semi-crystalline thermoplastics, on the other hand, the radiation is refracted and reflected at the crystallites. This leads to the radiation scattering which mainly depends on the degree of crystallites and the thickness of the material to be radiated through.
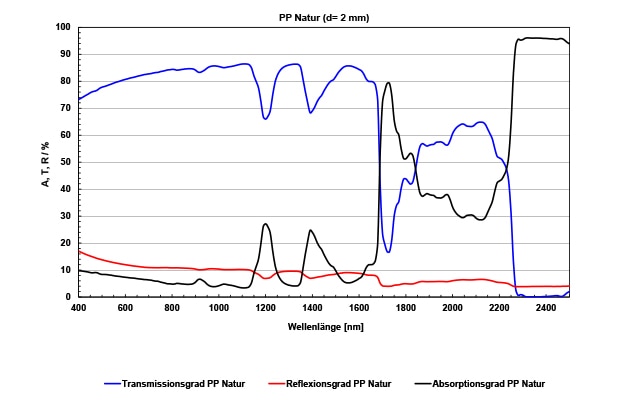
The following figure shows the spectral analysis of transparent polypropylene (PP). The wavelength range between 800-1100 nm the plastic is even more transparent than in the visible range (400 - 700 nm).