LQS – Improving Quality on Geomembrane Projects

Product Stories24 Nov 2020
Many people are unaware how the Leister Quality System (LQS) can improve quality on geomembrane installation projects. Read this article to find out more about it.
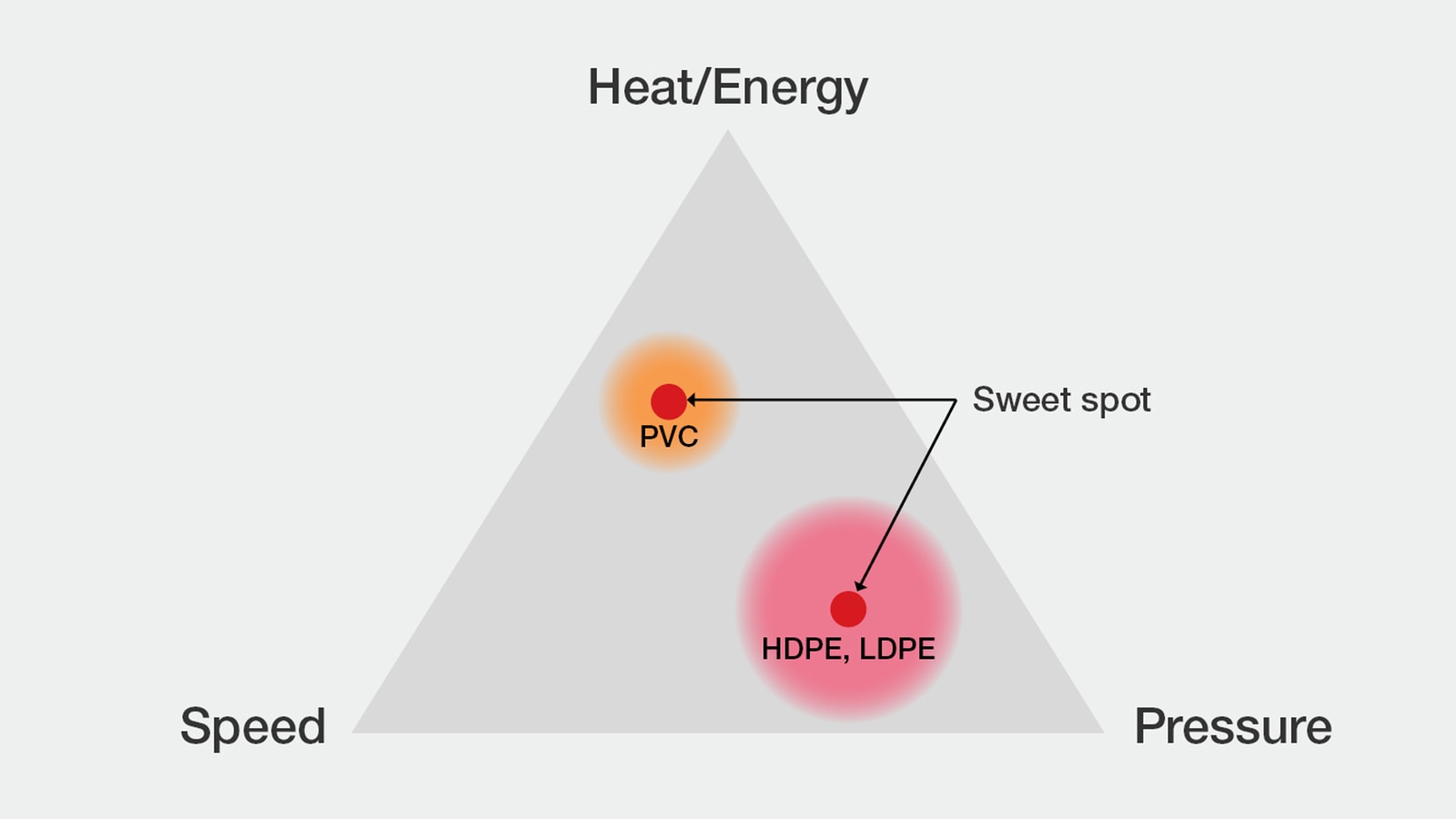
As you can see the welding window is quite large and it’s not enough to just find ourselves somewhere in the welding window. We need to aim for the "sweet spot" inside the welding window.
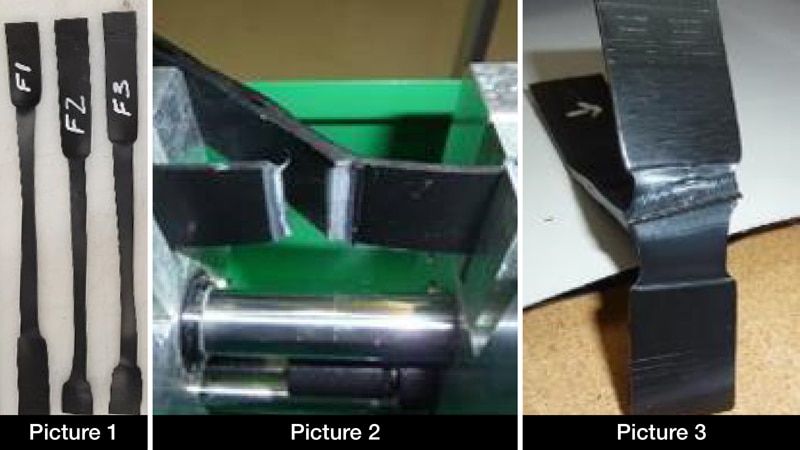
Picture 1: Samples which display signs of necking or stretching.
Picture 2: A sample which displays a clean break outside of the weld.
Picture 3: This sample also passed the standard requirements. But we also see that the membrane has retained the ability to stretch and not break.