Precise connection through quasi-simultaneous welding
Laser transmission welding is an established technology for joining plastics and plays a key role in the production of the TĀG system. The process requires that one of the components to be joined has a high laser transmittance (transmittance for the laser light), while the other must have a suitable absorption coefficient.
It should also be noted that the absorbing half-shell must remain transparent for the LED light in the application.
Before the welding process begins, both components are brought into the desired position and pressed together from the outside.
In quasi-simultaneous welding, the laser beam is directed quickly and repeatedly over the welding contour, enabling almost simultaneous heating over the entire weld seam. The high feed rate results in a similarly simultaneous melting as with simultaneous welding, which bridges residual gaps and achieves a particularly reliable weld seam.
Avoiding melt expulsion - a particular challenge
A crucial phase of this cooperation consisted of joining the non-welded components of the TĀG 2 audio system provided by Headwave using existing welding tools. In a period of short time, the devices were joined with high-quality results and the welding process was improved even further.
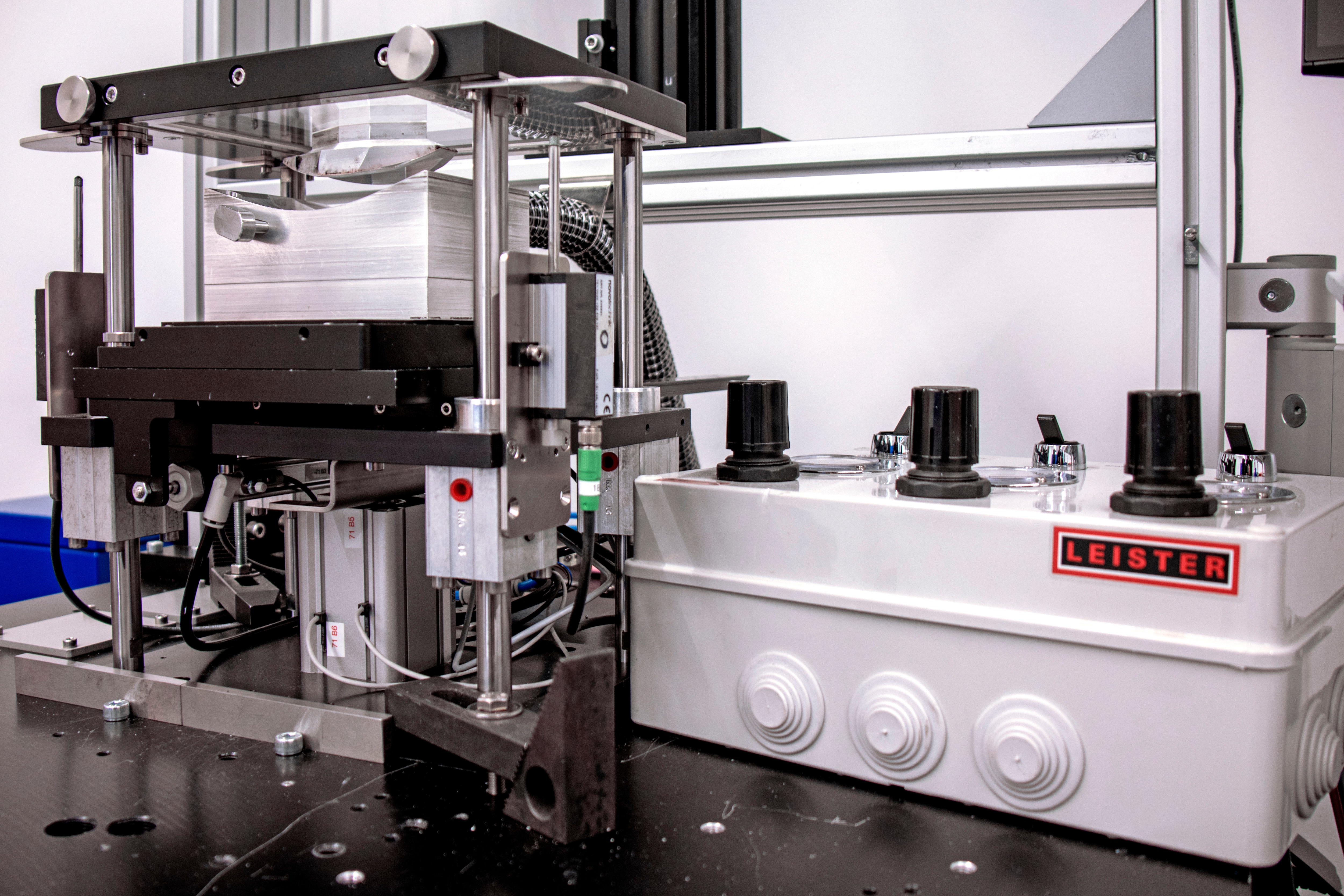
The scanner, an established optical system for quasi-simultaneous welding, was used in combination with a diode laser. The non-welded audio system is placed in the component holder so that the absorbent half-shell is at the bottom. The inwardly curved inner side, which will later be attached to the helmet, is on top. After counter-pressing the pairing under the clamping gland, the laser beam scans the outer edge area - the area of the weld seam - a total of 13 times. After the irradiation time of less than 10 seconds, a holding time of approx. 10 seconds follows, during which the material solidifies and cools down.
Both the high elasticity and the black color of the TPU joining partners posed an additional challenge. The properties of the TPU material, comparable to rubber, required a special procedure for pressing in the clamping device. In addition, it was necessary to ensure that no molten metal was expelled during the welding process.