Точные параметры сварки гарантируют воспроизводимость
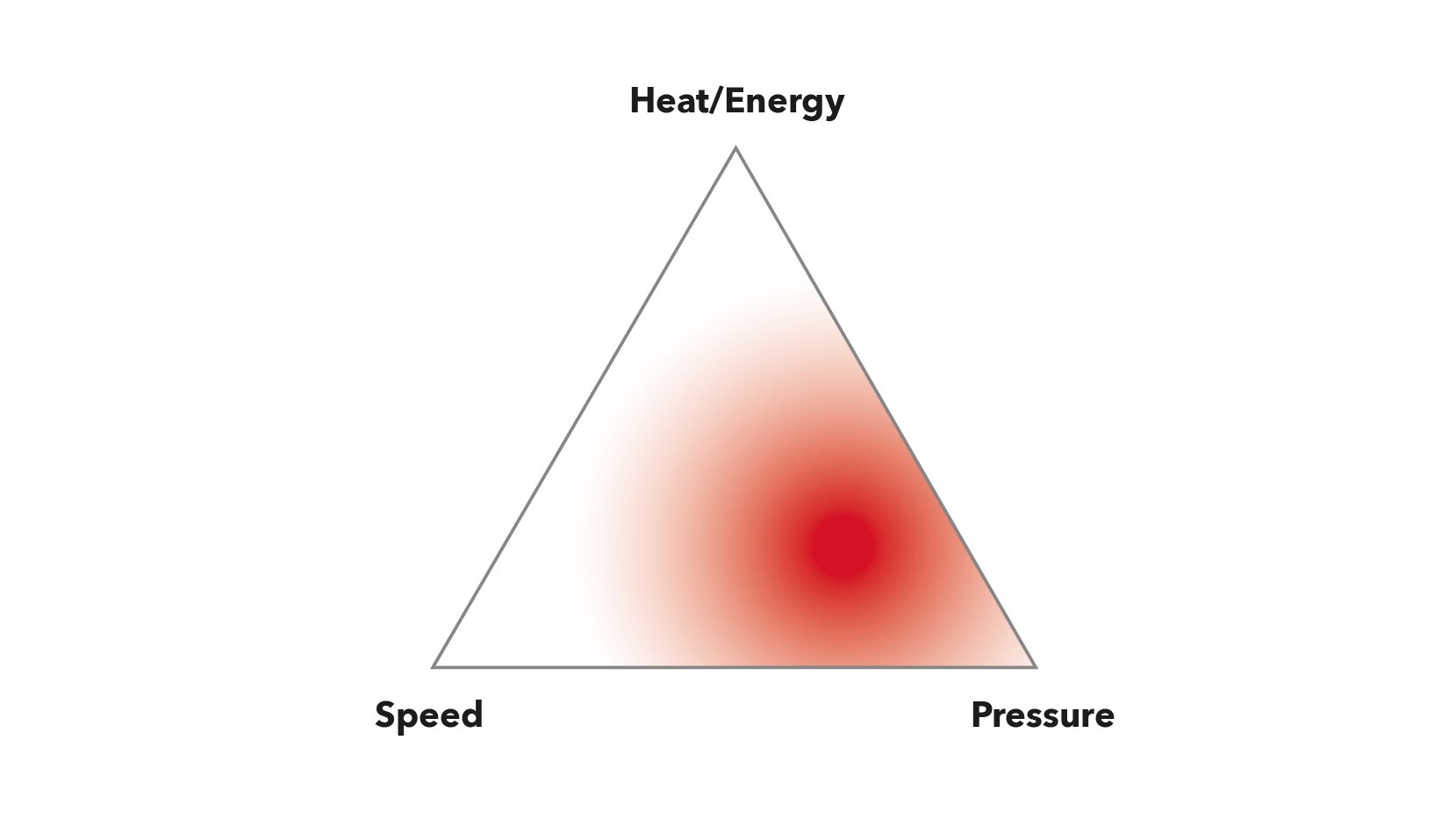
Чтобы обеспечить равномерную и воспроизводимую сварку, необходимо точно контролировать все три параметра сварки: температура/энергия, скорость и давление. Чем ближе эти параметры к идеальным, тем прочнее будет сварочный шов. Прочность сварочного шва должна быть сопоставима с прочностью основного материала, что можно проверить с помощью тензиометра.
Другие влияющие критерии
Параметры сварки необходимо адаптировать к конкретным условиям на объекте с учетом таких критериев, как тип материала, индекс текучести расплава (MFI), состояние поверхности и внешние погодные воздействия. Поэтому рекомендуется заранее выполнить пробные сварочные швы в соответствии с признанными стандартами, такими как B. GRI-19a, GRI-19b, DVS 2225-3 или 4, ASTM D6392 или ASTM D7747. Также важно знать пределы действия этих стандартов и при необходимости применять параметры сварки с учетом конкретного проекта. Это приобретает все большую важность в последние годы, поскольку на рынке появляются геомембраны с новыми составами.
Сварка при температуре ниже точки росы обычно не рекомендуется, так как это негативно сказывается на качестве сварки.
Принципы проектирования сварочного оборудования
Для обеспечения стабильных и надежных результатов сварки сварочное оборудование должно соответствовать определенным принципам проектирования. Эти принципы включают в себя замкнутый контур управления для поддержания температуры сварки, замкнутый контур управления для регулирования скорости сварки и калиброванную систему давления с датчиком нагрузки или измерительной системой для обеспечения воспроизводимого давления сварки. Интеграция системы сбора данных в соответствии с ASTM D8468*, DVS 2225-4 позволяет автоматически собирать данные, создавать протоколы сварочных швов и проводить послесварочный анализ.
* ASTM D8468-23 - Стандартная процедура регистрации данных в сварочных устройствах для выполнения сварочных швов в геомембранных системах
Все части сварочного аппарата, соприкасающиеся со свариваемым материалом, не должны иметь острых кромок. Острые кромки могут зазубрить свариваемый материал и негативно повлиять на долговременную прочность сварочного шва из-за таких дефектов, как линии надреза и канавки, и возникающей чувствительности к надрезу. Минимальный радиус всех кромок, соприкасающихся с геомембраной, должен быть не менее 2,0 мм.
Окончательная проверка в соответствии с признанными стандартами
Окончательные параметры сварки необходимо проверить в соответствии с признанными стандартами, применимыми к свариваемым материалам. Только так можно обеспечить качество сварочных швов.
Заключение и рекомендации
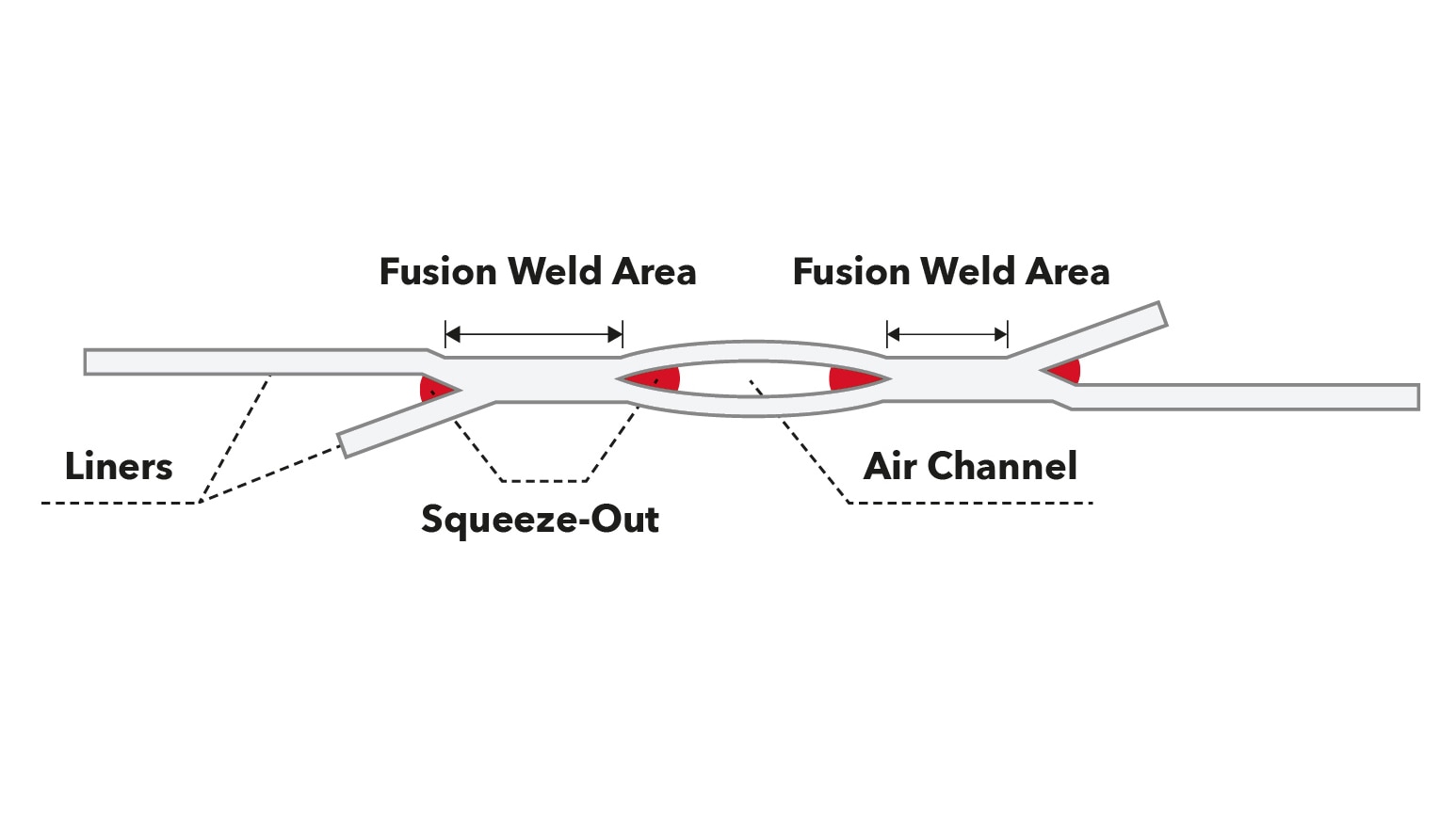
Правильная сварка основана на взаимном проникновении и сцеплении полимерных молекул двух соединяемых герметизирующих листов в месте соединения.
Слишком слабый нагрев, слишком короткое время контакта между мембраной и нагревательным клином или недостаточное давление при соединении приводят к недостаточной подвижности цепей и, следовательно, к недостаточному проникновению полимерных цепей через сварочный шов, что снижает прочность соединения.
И наоборот, перегрев, длительное время контакта (из-за чрезмерного нагрева и/или слишком низкой скорости сварки) и чрезмерное давление при соединении приводят к выдавливанию расплава сбоку, следствием чего является объем выдавливания выше среднего и, соответственно, низкая прочность сварочного шва. Такие условия также могут привести к чрезмерному уменьшению толщины сварочного шва, резкому изменению его геометрии «толстый-тонкий» и получению большой глубины теплового воздействия непосредственно рядом со сварочным швом.
Учитывая многофакторный характер сварки геомембран, оптимальная производительность сварки зависит от соотношения трех критических параметров сварки.
Рекомендуется устанавливать на сварочные аппараты систему сбора данных, позволяющую регистрировать соответствующие параметры сварки по всей длине сварочного шва через фиксированные интервалы времени в течение всего процесса сварки. Контроль всех параметров сварки в ходе сварки геомембран имеет решающее значение для обеспечения оптимальных процедур. Соблюдение соотношения между температурой/энергией, скоростью и давлением позволяет получить высококачественные сварочные швы. Важность выдавливания, соблюдение стандартов испытаний и использование систем сбора данных еще больше повышают качество и надежность процесса сварки.
Основные выводы
- Взаимопроникновение и взаимозависимость: Успех сварки зависит от взаимопроникновения и сцепления полимерных молекул двух геомембран на границе раздела. Именно это молекулярное переплетение создает прочную связь.
- Нагрев и время контакта: Правильный нагрев и подходящее время контакта имеют решающее значение. При недостаточном нагреве и коротком времени контакта полимерные цепи могут не обладать достаточной подвижностью для эффективного взаимопроникновения, что приведет к образованию слабой связи.
- Перегрев: С другой стороны, перегрев материала или низкая скорость сварки (длительное время контакта) могут привести к чрезмерному расплавлению и выдавливанию расплавленного материала. Это может привести к снижению прочности сварочного шва и чрезмерному уменьшению его толщины.
- Усилие соединения Усилие соединения — это давление, создающееся между двумя прижимными роликами в процессе сварки. Слишком малое давление может помешать молекулам правильно соединиться, а слишком большое давление может привести к выдавливанию расплавленного материала и ослаблению сварочного шва.
- Прочность сварочного шва и глубина теплового воздействия: Прочность сварочного шва может снизиться, если не будет достигнут оптимальный баланс параметров. Кроме того, неблагоприятные условия могут привести к чрезмерному уменьшению толщины сварной зоны и изменению глубины теплового воздействия рядом со сварочным швом. Под воздействием тепла свойства материала могут измениться, и он будет стареть быстрее, чем сварочный шов, что приведет к увеличению вероятности образования трещин под напряжением.
- Оптимальное качество сварочного шва: Для достижения наилучшего качества сварочного шва необходимо выбрать правильное соотношение всех трех параметров, а именно температуры, скорости и усилия соединения. Эта настройка важна для выполнения прочного и надежного сварочного шва между геомембранами.
- Экзамен: Окончательные параметры сварки необходимо проверить в соответствии с признанными стандартами, применимыми к свариваемым материалам.