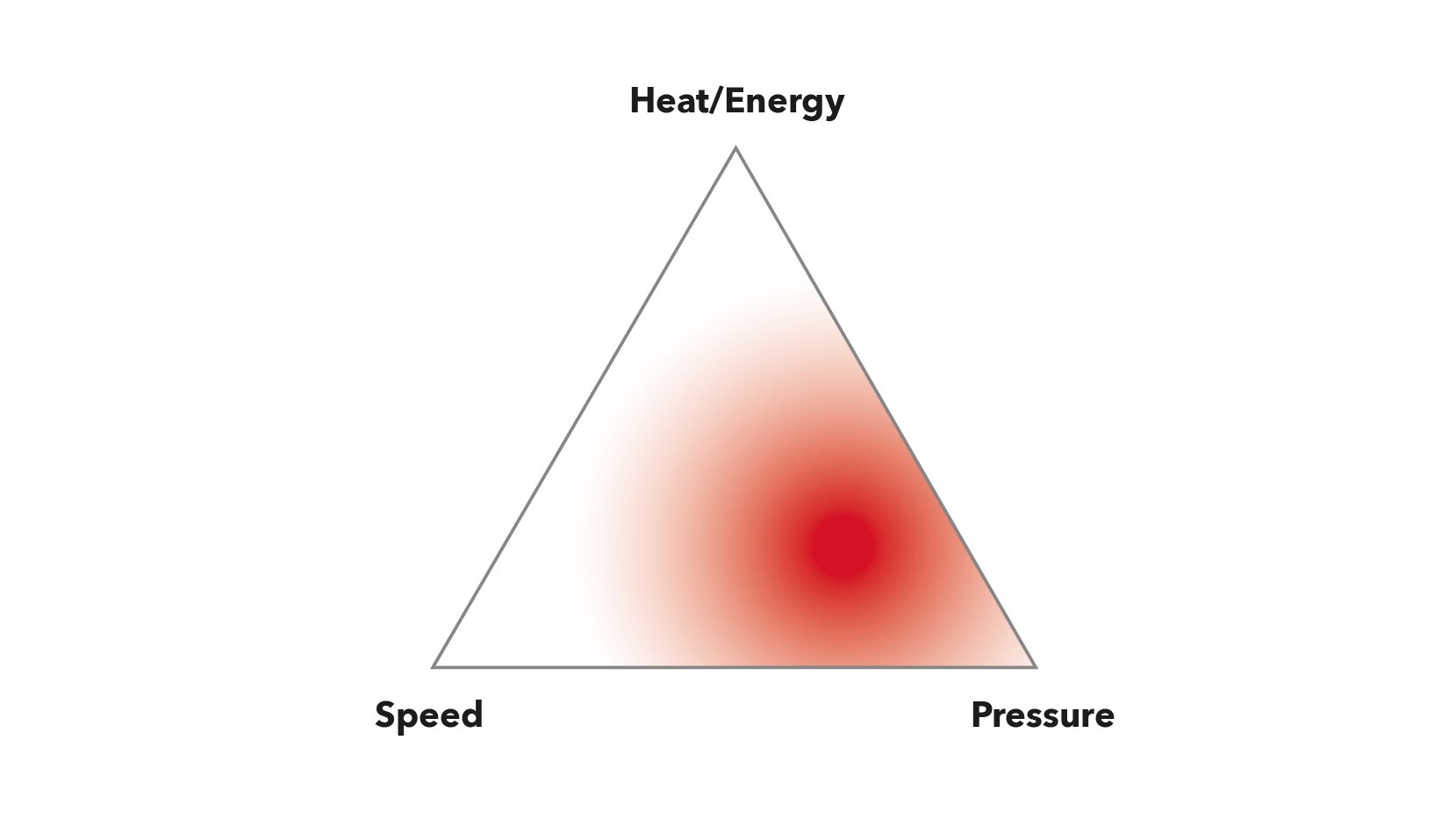
Presné parametre zvárania zaručujú reprodukovateľnosť
Na zabezpečenie rovnomerného a reprodukovateľného zvárania musia byť všetky tri parametre zvárania presne kontrolované: Teplota/energia, rýchlosť a tlak. Čím bližšie sú tieto parametre k ideálnym nastaveniam, tým silnejší bude zvarový spoj. Pevnosť zvarového spoja by mala byť porovnateľná s pevnosťou základného materiálu, ktorý možno skontrolovať pomocou tenziometra.
Iné ovplyvňujúce kritériá
Parametre zvárania sa musia prispôsobiť špecifickým podmienkam na mieste s prihliadnutím na kritériá, ako je typ materiálu, index topenia (MFI), stav povrchu a vplyvy vonkajšieho počasia. Preto sa odporúča, aby sa testovacie zvary vykonávali vopred v súlade s uznávanými normami, ako sú B. GRI-19a, GRI-19b, DVS 2225-3 alebo 4, ASTM D6392 alebo ASTM D7747. Je tiež dôležité poznať limity týchto noriem a v prípade potreby aplikovať parametre zvárania špecifické pre daný projekt. Tá je v posledných rokoch čoraz dôležitejšia, pretože na trh prichádzajú geomembrány s novým zložením.
Zváranie pod rosným bodom sa vo všeobecnosti neodporúča, pretože negatívne ovplyvňuje kvalitu zvárania.
Zásady návrhu zváracích zariadení
Na zaistenie konzistentných a spoľahlivých výsledkov zvárania by zváracie zariadenie malo dodržiavať určité konštrukčné princípy. Tieto princípy zahŕňajú uzavretú regulačnú slučku na udržanie teploty zvárania, uzavretú regulačnú slučku na reguláciu rýchlosti zvárania a kalibrovaný tlakový systém s záťažovým alebo meracím systémom na zabezpečenie reprodukovateľného tlaku zvárania. Integrácia systému zberu údajov v súlade s normou ASTM D8468*, DVS 2225-4 umožňuje automatické získavanie údajov, vytváranie protokolov zvarového spoja a analýzu po zváraní.
* ASTM D8468-23 - Štandardný postup na zaznamenávanie údajov pre zváracie zariadenia na vytváranie zvarových spojov v geomembránových systémoch
Všetky časti zváracieho stroja, ktoré prichádzajú do kontaktu s materiálom, ktorý sa má zvárať, nesmú mať ostré hrany. Ostré hrany môžu spôsobiť zárezy na zváranom materiáli a negatívne ovplyvniť dlhodobú pevnosť zvarového spoja v dôsledku defektov, ako sú zárezové čiary a drážky, a výslednej citlivosti zárezu. Minimálny polomer všetkých hrán, ktoré prichádzajú do kontaktu s geomembránou, nesmie byť menší ako 2,0 mm.
Záverečná kontrola podľa uznávaných noriem
Konečné parametre zvárania sa musia testovať v súlade s uznávanými normami, ktoré sa vzťahujú na materiály, ktoré sa majú zvárať. Toto je jediný spôsob, ako zabezpečiť kvalitu zvarového spoja.
Záver a odporúčanie
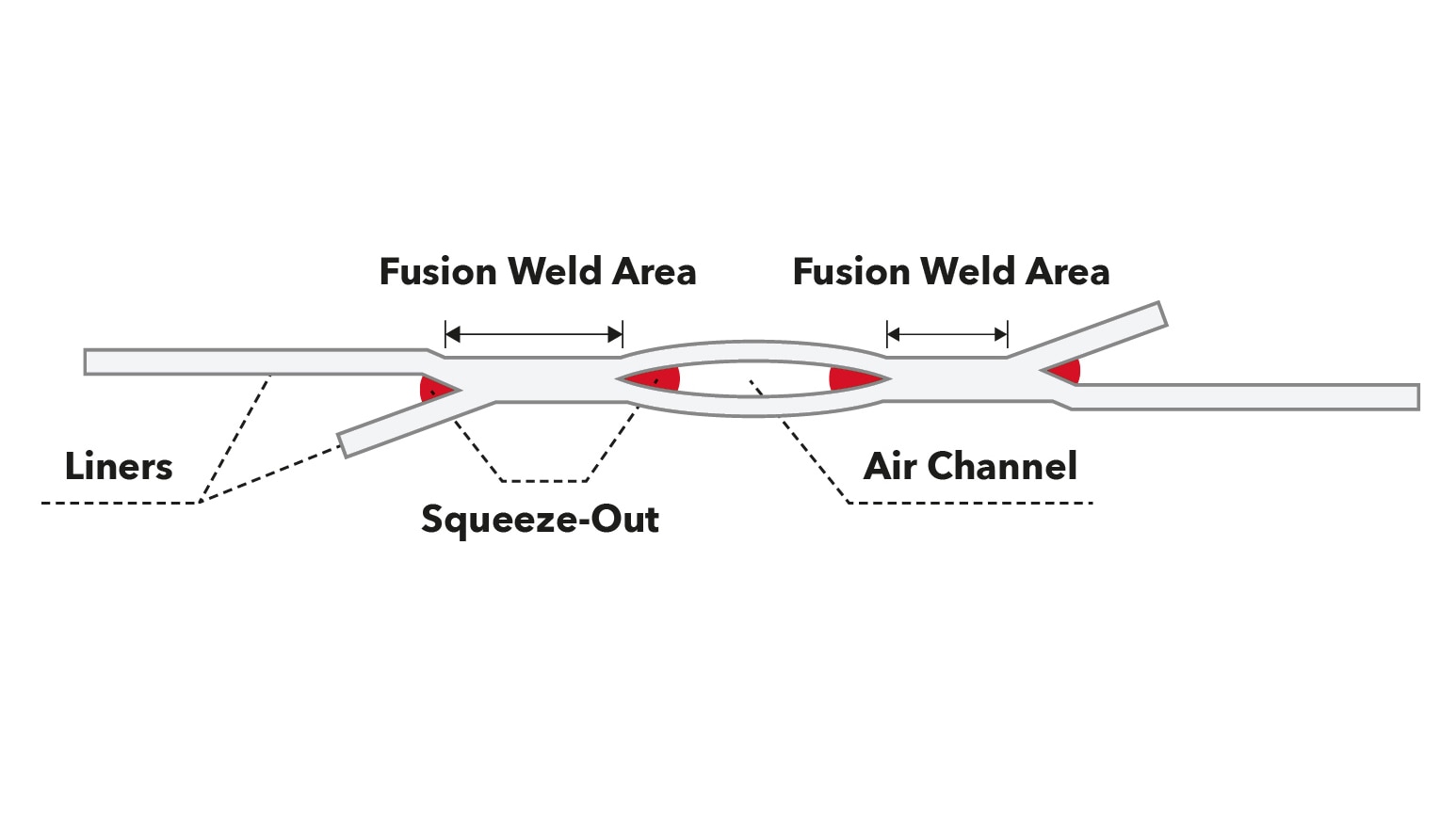
Správne zváranie je založené na vzájomnom prieniku a prepojení molekúl polyméru dvoch tesniacich fólií, ktoré sa majú v spoji spojiť.
Príliš slabý ohrev, príliš krátky čas kontaktu medzi membránou a ohrievacím klinom alebo nedostatočný spojovací tlak vedú k nedostatočnej pohyblivosti molekúl, a tým k nedostatočnému prieniku polymérových molekúl cez zvarový spoj, čo má za následok nízku pevnosť spoja.
Naopak, prehrievanie, dlhé doby kontaktu (v dôsledku príliš nízkeho tepla a/alebo rýchlosti zvárania) a nadmerný spojovací tlak vedú k stlačeniu taveniny zboku, čo vedie k nadmernému vytlačeniu, a tým k slabej sile zvareného spoja. Takéto podmienky môžu tiež viesť k nadmernej redukcii hrúbky zvarového spoja, tenkej geometrii zvarového spoja a k tvorbe silnej zóny zasiahnutej teplom priamo vedľa zvarového spoja.
Vzhľadom na multifaktorový charakter zvárania geomembrán je preto optimálny výkon zvárania funkciou rovnováhy medzi tromi kritickými parametrami zvárania.
Odporúča sa nainštalovať na zváracie stroje systém zberu údajov, ktorý umožňuje zaznamenávať príslušné parametre zvárania po celej dĺžke zvarového spoja v pevne stanovených intervaloch počas celého procesu zvárania. Monitorovanie všetkých zváracích parametrov počas zvárania geomembrán je nevyhnutné na zabezpečenie optimálnych postupov. Udržiavaním rovnováhy medzi teplotou/energiou, rýchlosťou a tlakom možno dosiahnuť vysokokvalitné zvarové spoje. Dôležitosť vytláčania, dodržiavanie skúšobných noriem a používanie systémov na získavanie údajov ďalej zvyšuje kvalitu a spoľahlivosť procesu zvárania.
Kľúčové zistenia
- Interpenetrácia a vzájomná závislosť: Úspech zvárania závisí od interpenetrácie a vzájomného spojenia molekúl polyméru týchto dvoch geomembrán na rozhraní. Práve toto molekulárne prepojenie vytvára silné spojenie.
- Ohrev a čas kontaktu: Rozhodujúce je správne zohrievanie a vhodný čas kontaktu. Pri nedostatočnom zahrievaní a krátkom čase kontaktu nemusia mať polymérové molekuly dostatočnú mobilitu na efektívne preniknutie, čo vedie k slabej väzbe.
- Prehriatie: Na druhej strane môže prehrievanie materiálu alebo pomalá rýchlosť zvárania (dlhý čas kontaktu) viesť k nadmernému taveniu a vytlačeniu roztaveného materiálu. To môže viesť k slabej pevnosti zvarového spoja a nadmernému zníženiu hrúbky zvarového spoja.
- Prítlak na spoj Spojovací tlak sa vzťahuje na tlak vyvíjaný medzi dvoma prítlačnými valcami počas procesu zvárania. Príliš malý tlak môže zabrániť správnemu prepojeniu molekúl, zatiaľ čo príliš veľký tlak môže spôsobiť vytlačenie roztaveného materiálu a oslabenie zvaru.
- Pevnosť zvarových spojov a teplom ovplyvnená zóna: Ak sa nedosiahne optimálna rovnováha parametrov, môže dôjsť k narušeniu pevnosti zvarového spoja. Okrem toho môžu nepriaznivé podmienky viesť k nadmernému zníženiu hrúbky zváranej plochy a k vytvoreniu teplom postihnutej zóny vedľa zvarového spoja. Ten môže vplyvom tepla vykazovať zmenené vlastnosti materiálu a starnúť rýchlejšie ako zvarový spoj, čo vedie k zvýšenému potenciálu vzniku trhlín spôsobených napätím.
- Optimálna kvalita zvarových spojov: Na dosiahnutie najlepšej kvality zvarového spoja je potrebné nájsť správnu rovnováhu medzi všetkými tromi parametrami, konkrétne teplotou, rýchlosťou a tlakom spoja. Toto nastavenie je dôležité na vytvorenie silného a spoľahlivého zvarového spoja medzi geomembránami.
- Preskúmanie: Konečné parametre zvárania sa musia skontrolovať v súlade s uznávanými normami, ktoré sa vzťahujú na materiály, ktoré sa majú zvárať.