

La profundidad del corte se determina con base en lo siguiente (Fig. 1):
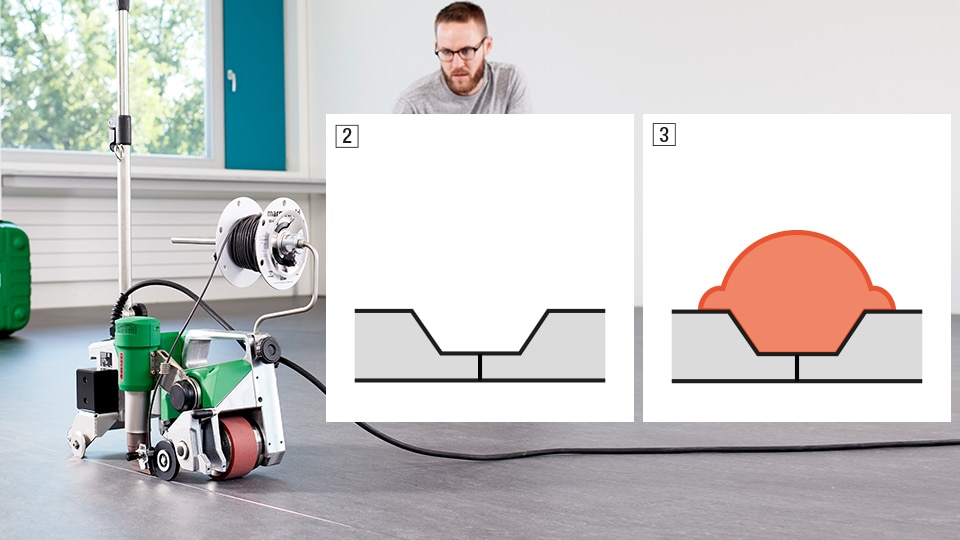
Se debe usar una boquilla de soldar con salida de aire estrecha para evitar cualquier deterioro en el recubrimiento de la superficie.
Precaución: Los deterioros solo se vuelven visibles después de varios ciclos de limpieza. Las uniones soldadas cortas se sueldan más fácilmente con un TRIAC ST/AT o con el HOT JET S, que con una máquina MINIFLOOR o UNIFLOOR.

Soldadura manual (TRIAC/HOT JET S/GHIBLI)
Recomendado para ranuras cortas, reparaciones o transiciones
Para una calidad de soldadura uniforme, se debe tener en cuenta lo siguiente:
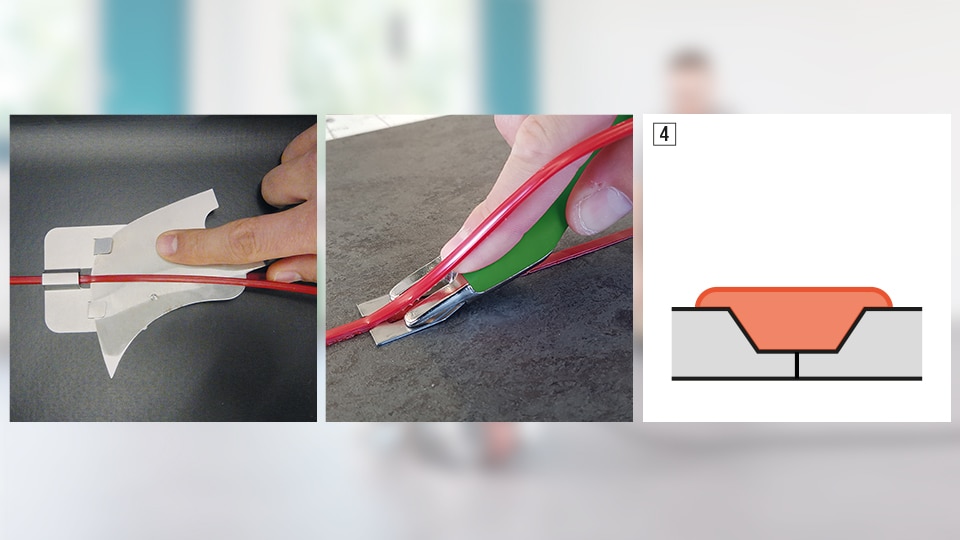
Precaución: Es esencial que el alambre de soldar se corte en dos etapas. Esto evita que la soldadura se hunda por debajo de la superficie nivelada. (Fig. 4).
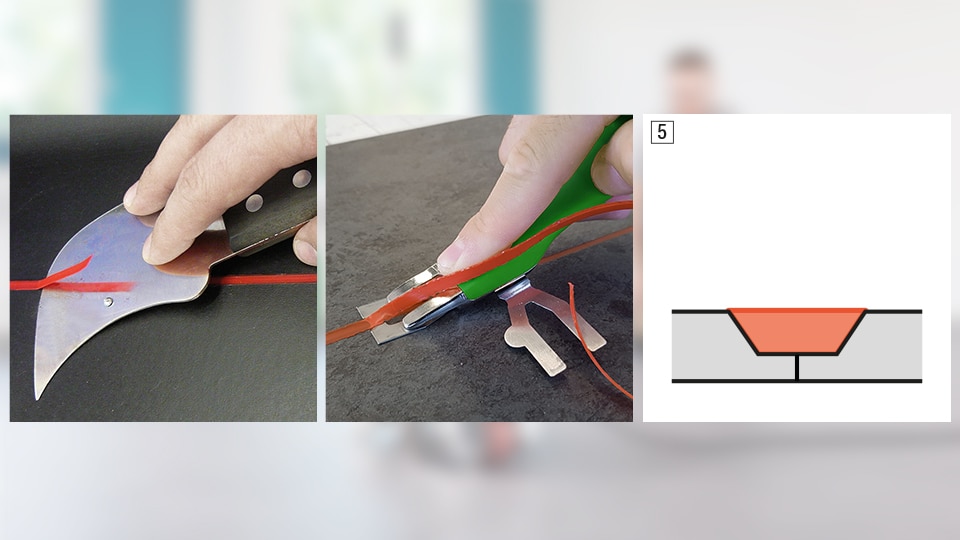
Ahora, la superficie soporta cargas y se puede limpiar (Fig. 5).

La academia Leister es su eje central para la transferencia eficaz de conocimientos, la formación y el desarrollo profesional. Aquí proporcionamos a los empleados, distribuidores y clientes de Leister conocimientos prácticos y un programa de formación en continuo desarrollo para garantizar un alto nivel de competencia y seguridad en el uso de nuestros productos Leister.