

La profondeur de coupe est déterminée en fonction des éléments suivants (Fig. 1) :
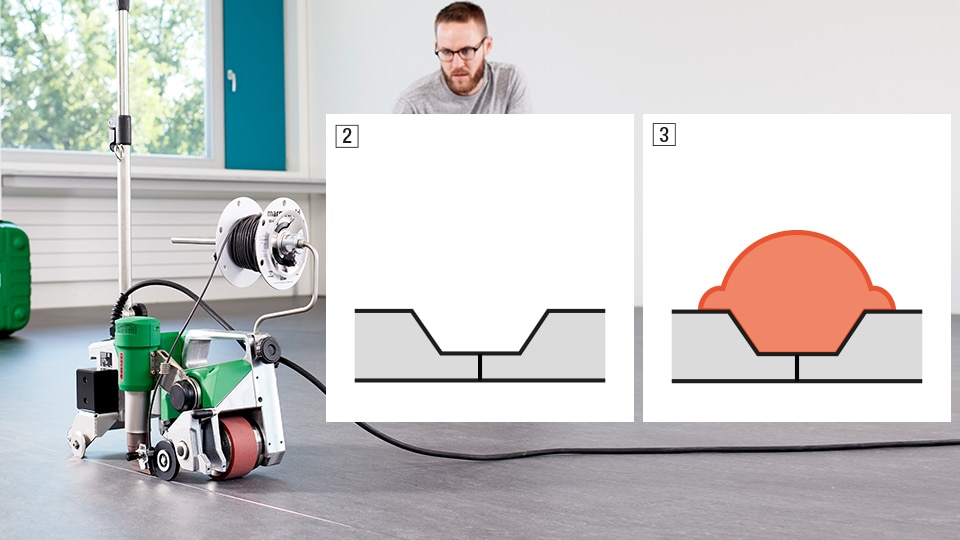
Une buse de soudage avec une sortie d’air étroite doit être utilisée afin d’éviter toute détérioration du revêtement de surface.
Attention : Une déficience ne devient visible qu’après plusieurs cycles de nettoyage. Joints courts plus facilement soudés avec un TRIAC ST/AT ou le HOT JET S qu’avec une machine MINIFLOOR ou UNIFLOOR.

Soudage manuel (TRIAC / HOT JET S / GHIBLI)
Recommandé pour les rainures courtes, les réparations ou les transitions
Pour une qualité de soudure constante, les éléments suivants doivent être pris en compte
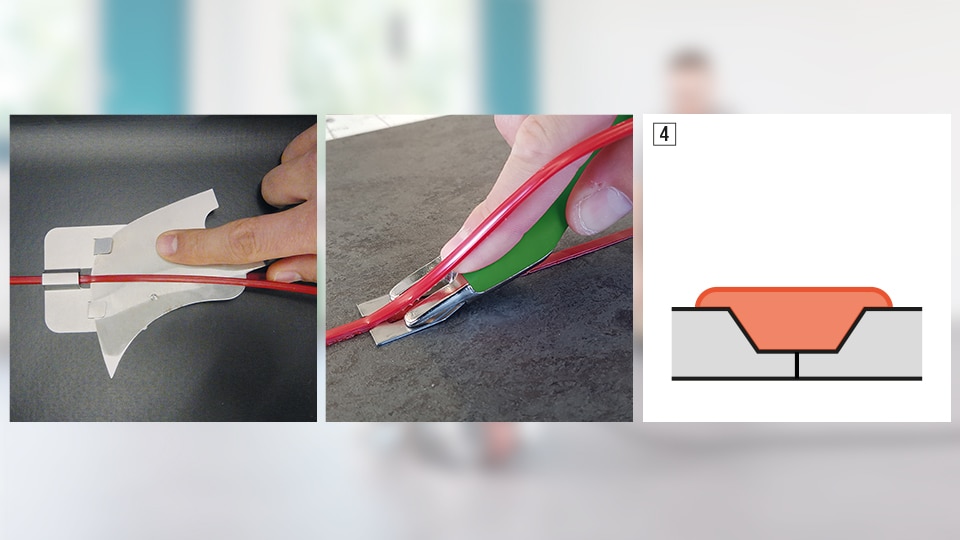
Attention : Il est essentiel que le fil de soudage soit coupé en deux étapes. Cela empêche la soudure de s’affaisser sous la surface plane. (Fig. 4).
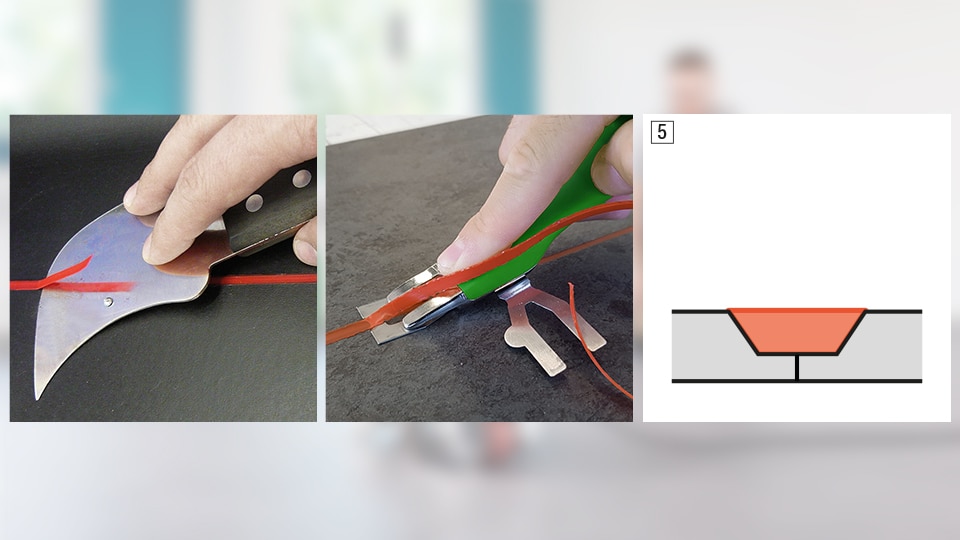
La surface peut désormais supporter une charge et être nettoyée (Fig. 5).

L'Académie Leister est votre plaque tournante pour un transfert de connaissances, une formation et un développement professionnel efficaces. Ici, nous fournissons aux employés, distributeurs et clients de Leister un savoir-faire pratique et un programme de formation continuellement développé afin de garantir un haut niveau de compétence et de sécurité dans l'utilisation de nos produits Leister.