Nauwkeurige lasparameters garanderen reproduceerbaarheid
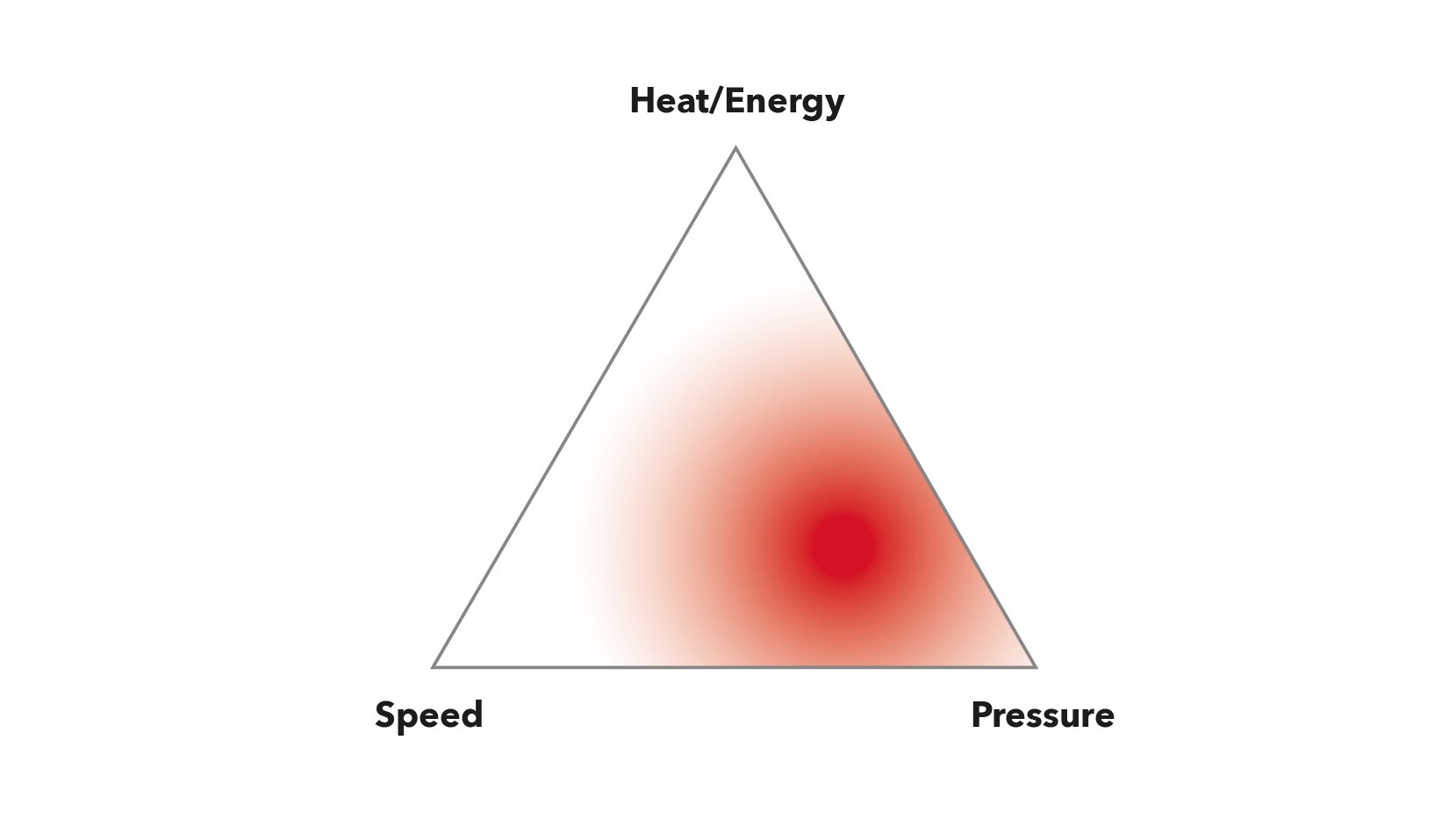
Om gelijkmatig en reproduceerbaar lassen te garanderen, moeten alle drie de lasparameters nauwkeurig worden geregeld: Temperatuur/energie, snelheid en druk. Hoe dichter deze parameters bij de ideale instellingen liggen, hoe sterker de lasnaad zal zijn. De sterkte van de lasnaad moet vergelijkbaar zijn met de sterkte van het basismateriaal, wat kan worden gecontroleerd met een trekspanningsmeter.
Andere beïnvloedende criteria
De lasparameters moeten worden aangepast aan de specifieke omstandigheden ter plaatse, rekening houdend met criteria zoals materiaalsoort, smeltindex (MFI), oppervlaktegesteldheid en externe weersinvloeden. Daarom wordt aanbevolen vooraf proeflassen uit te voeren volgens erkende normen, zoals B. GRI-19a, GRI-19b, DVS 2225-3 of 4, ASTM D6392 of ASTM D7747. Het is ook belangrijk om de grenzen van deze normen te kennen en indien nodig projectspecifieke lasparameters toe te passen. Dit laatste is de afgelopen jaren steeds belangrijker geworden omdat er geomembranen met nieuwe samenstellingen op de markt zijn gekomen.
Lassen onder het dauwpunt wordt over het algemeen afgeraden omdat dit de laskwaliteit negatief beïnvloedt.
Ontwerpprincipes voor lasapparatuur
Om consistente en betrouwbare lasresultaten te garanderen, moet lasapparatuur voldoen aan bepaalde ontwerpprincipes. Deze principes omvatten een gesloten regelkring om de lastemperatuur te handhaven, een gesloten regelkring om de lassnelheid te regelen en een gekalibreerd druksysteem met een meetcel of meetsysteem om een reproduceerbare lasdruk te garanderen. De integratie van een gegevensverzamelsysteem in overeenstemming met ASTM D8468*, DVS 2225-4 maakt automatische gegevensverzameling, het maken van lasnaadprotocollen en analyse na het lassen mogelijk.
* ASTM D8468-23 - Standaardprocedure voor gegevensregistratie voor lasapparaten voor de productie van lasnaden in geomembraansystemen
Alle onderdelen van het lasapparaat die in contact komen met het te lassen materiaal mogen geen scherpe randen hebben. Scherpe randen kunnen in het lasmateriaal kerven en de sterkte van de lasnaad op lange termijn negatief beïnvloeden door defecten zoals kerflijnen en -groeven en de resulterende kerfgevoeligheid. De minimumstraal van alle randen die in contact komen met het geomembraan mag niet kleiner zijn dan 2,0 mm.
Eindinspectie volgens erkende normen
De uiteindelijke lasparameters moeten worden getest volgens erkende normen die van toepassing zijn op de te lassen materialen. Dit is de enige manier om de kwaliteit van de lasnaad te garanderen.
Conclusie en aanbeveling
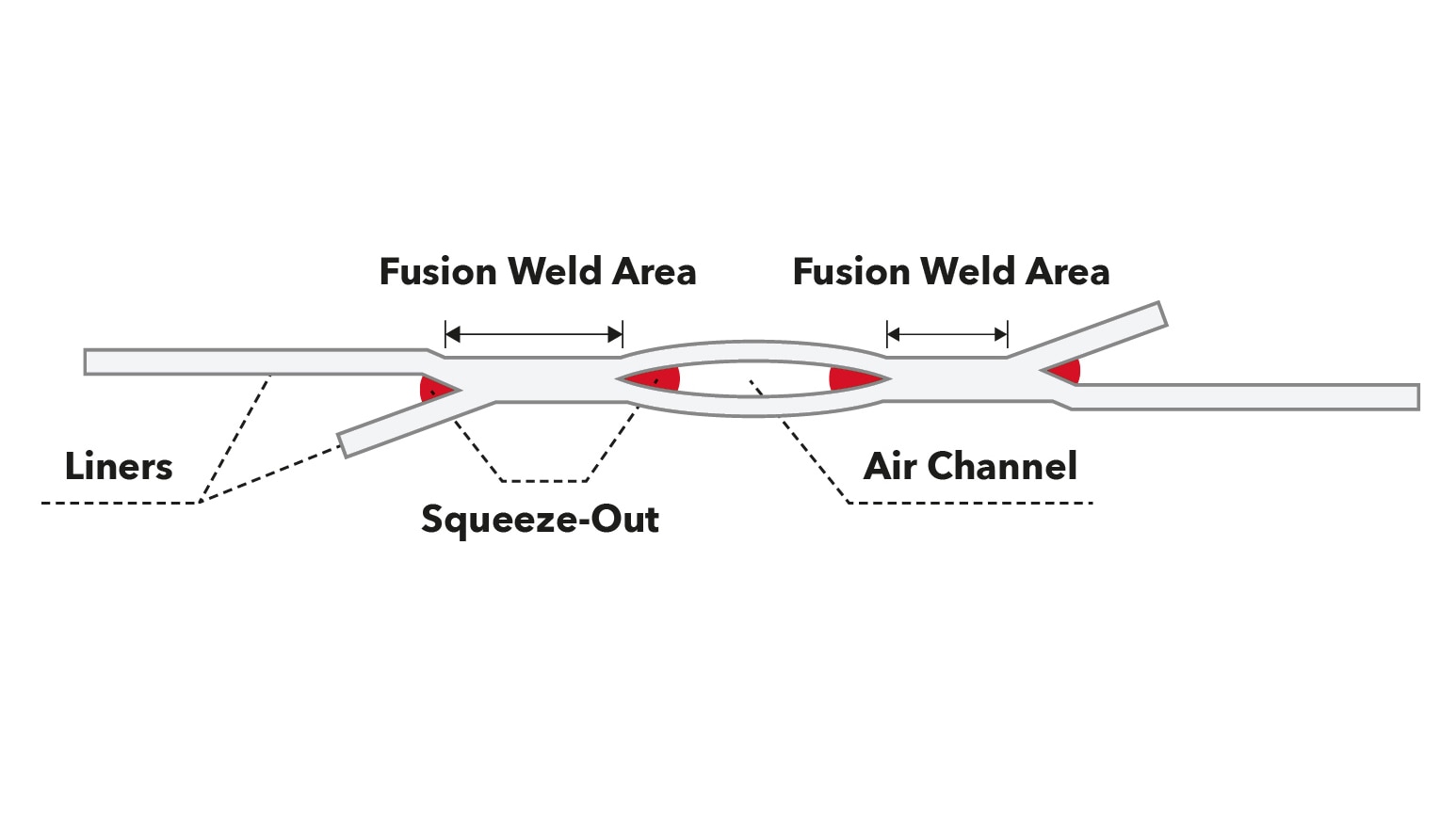
Goed lassen is gebaseerd op het wederzijds doordringen en in elkaar grijpen van de polymeermoleculen van de twee sealbanen die bij de verbinding moeten worden samengevoegd.
Te weinig verwarming, een te korte contacttijd tussen het membraan en de verwarmingswig of onvoldoende verbindingsdruk leiden tot een gebrek aan ketenmobiliteit en dus tot onvoldoende penetratie van de polymeerketens over de lasnaad, wat resulteert in een slechte hechtsterkte.
Omgekeerd leiden oververhitting, lange contacttijden (door overmatige hitte en/of een te lage lassnelheid) en een te hoge verbindingsdruk ertoe dat de smelt zijdelings wordt uitgeperst, wat resulteert in een bovengemiddelde uitpersing en dus een slechte sterkte van de lasnaad. Dergelijke omstandigheden kunnen ook leiden tot overmatige diktevermindering op de lasnaad, een abrupte dik-dunne lasnaadgeometrie en de vorming van een sterke warmte-beïnvloede zone direct naast de lasnaad.
Gezien de multifactoriële aard van het lassen van geomembranen, zijn optimale lasprestaties daarom afhankelijk van de balans tussen de drie kritische lasparameters.
Het wordt aanbevolen om een gegevensverzamelsysteem op de lasmachines te installeren waarmee de relevante lasparameters over de gehele lengte van de lasnaad op vaste intervallen tijdens het gehele lasproces kunnen worden geregistreerd. Het bewaken van alle lasparameters tijdens het lassen van geomembranen is cruciaal om optimale procedures te garanderen. Door een balans te handhaven tussen temperatuur/energie, snelheid en druk kunnen lasnaden van hoge kwaliteit worden bereikt. Het belang van uitknijpen, het naleven van testnormen en het gebruik van gegevensverzamelsystemen verhogen de kwaliteit en betrouwbaarheid van het lasproces nog verder.
Belangrijkste bevindingen
- Interpenetratie en onderlinge afhankelijkheid: Het succes van het lassen hangt af van de interpenetratie en het in elkaar grijpen van de polymeermoleculen van de twee geomembranen op het grensvlak. Het is deze moleculaire vervlechting die een sterke verbinding creëert.
- Verwarming en contacttijd: Correcte verwarming en een geschikte contacttijd zijn cruciaal. Bij onvoldoende verhitting en een korte contacttijd hebben de polymeerketens mogelijk niet genoeg mobiliteit om effectief te interpenetreren, wat resulteert in een zwakke binding.
- Oververhitting: Aan de andere kant kan oververhitting van het materiaal of een lage lassnelheid (lange contacttijd) leiden tot overmatig smelten en uitknijpen van het gesmolten materiaal. Dit kan leiden tot een slechte sterkte van de lasnaad en een te grote vermindering van de dikte van de lasnaad.
- Verbindingsdruk: De verbindingsdruk verwijst naar de druk die tijdens het lasproces tussen de twee drukrollen wordt uitgeoefend. Te weinig druk kan ervoor zorgen dat de moleculen niet goed in elkaar grijpen, terwijl te veel druk ervoor kan zorgen dat het gesmolten materiaal naar buiten wordt gedrukt en de las verzwakt.
- Lasnaadsterkte en warmte-beïnvloede zone: De sterkte van de lasnaad kan worden aangetast als er geen optimale balans van parameters wordt bereikt. Bovendien kunnen ongunstige omstandigheden leiden tot een overmatige vermindering van de dikte van het gelaste gedeelte en de vorming van een warmte-beïnvloede zone naast de lasnaad. Dit kan gewijzigde materiaaleigenschappen vertonen door het effect van hitte en sneller verouderen dan de lasnaad, wat leidt tot een verhoogde kans op spanningsscheuren.
- Optimale lasnaadkwaliteit: Om de beste lasnaadkwaliteit te bereiken, moet de juiste balans worden gevonden tussen alle drie de parameters, namelijk temperatuur, snelheid en verbindingsdruk. Deze instelling is belangrijk om een sterke en betrouwbare lasnaad tussen de geomembranen te creëren.
- Examen: De uiteindelijke lasparameters moeten worden gecontroleerd volgens erkende normen die van toepassing zijn op de te lassen materialen.