

切割深度根据以下条件确定(图1):
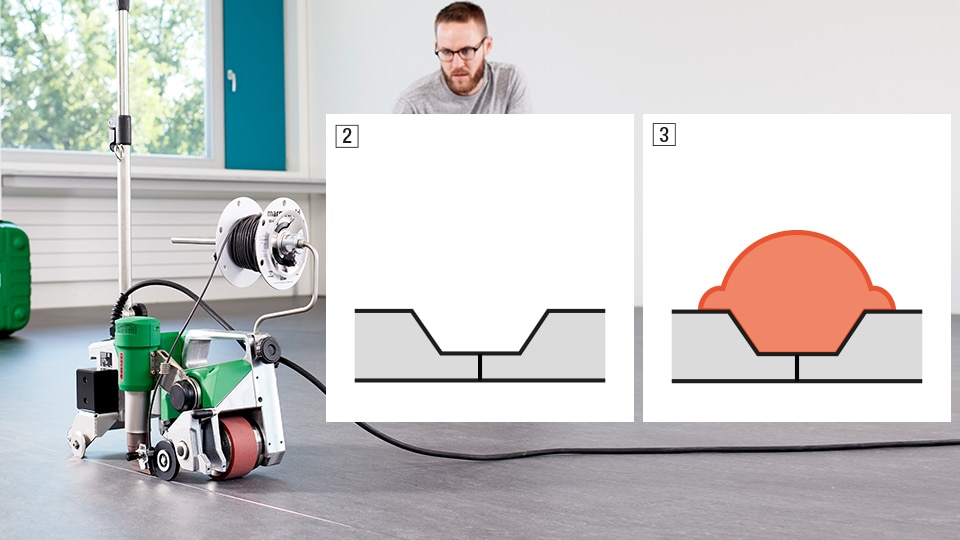
必须使用带有窄空气出口的焊接风嘴,以避免对表面覆盖物造成任何损坏。
注意:仅可在多个清洁周期后看到损坏。与MINIFLOOR或UNIFLOOR机器相比,使用TRIAC ST/AT或HOT JET S更容易焊接短焊缝。

手动焊接(TRIAC / HOT JET S / GHIBLI)
建议用于短槽、维修或过渡
为保证焊接质量始终如一,必须考虑以下几点
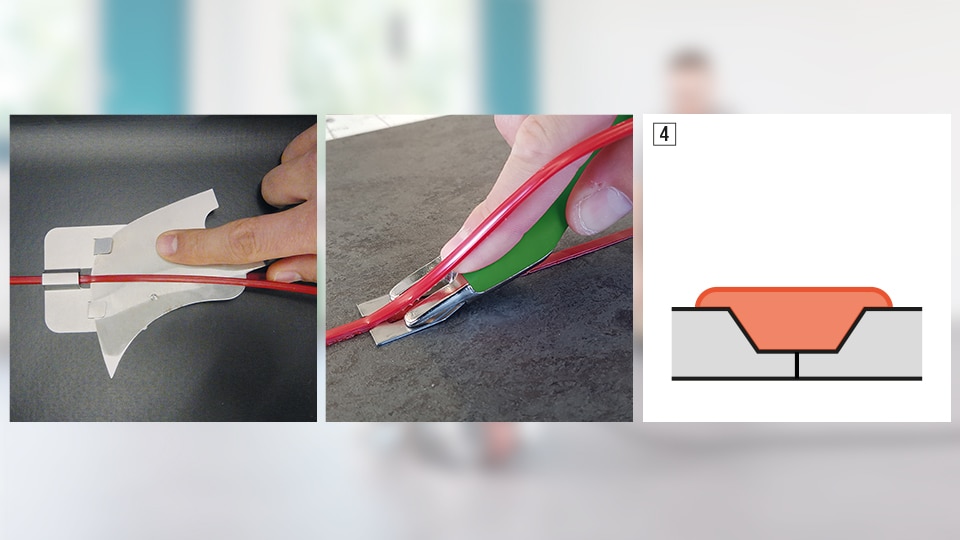
注意:焊丝的切割必须分两个阶段进行。这样可以防止焊接下垂到水平表面之下。(图4)。
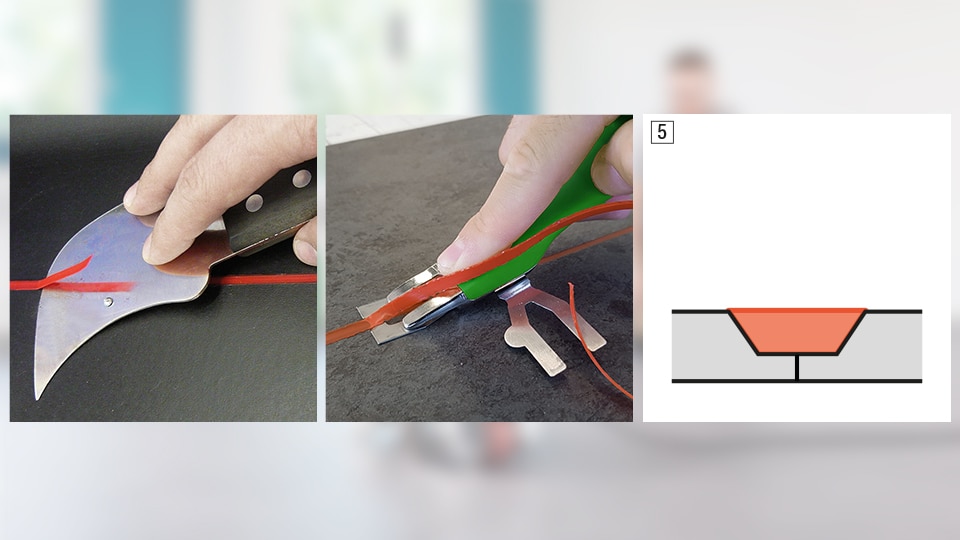
现在,此表面能够承受负载并且可以清洁(图5)。

莱丹学院是您进行有效知识传授、培训和职业发展的中心枢纽。在这里,我们为莱丹员工、经销商和客户提供实用的专业知识和持续的培训计划,以确保他们在使用莱丹产品时具有高水平的能力和安全性。