

De snijdiepte wordt bepaald op basis van het volgende (afb. 1):
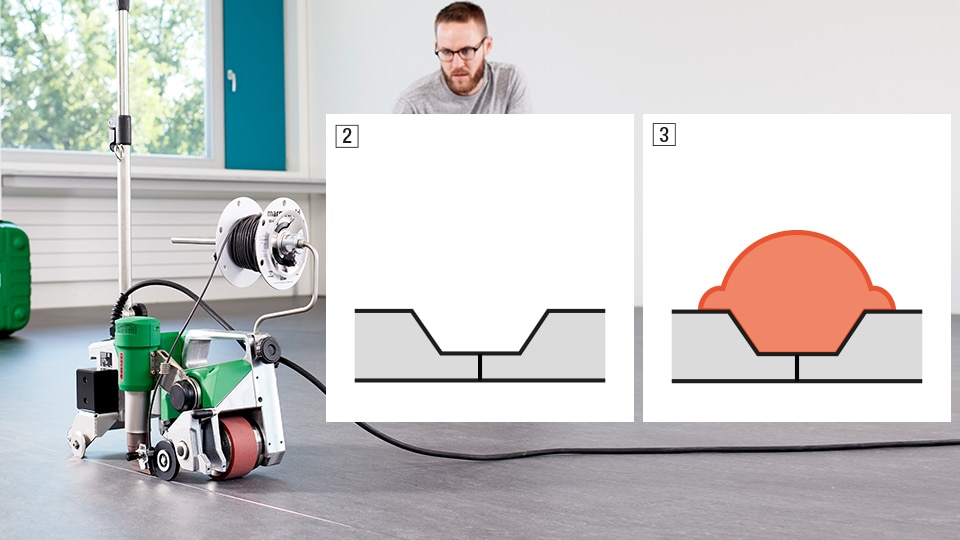
Er moet een lasmondstuk met een smalle luchtuitlaat worden gebruikt om aantasting van de oppervlaktebedekking te voorkomen.
Waarschuwing: Een aantasting wordt pas zichtbaar na meerdere reinigingscycli. Korte gelaste naden zijn gemakkelijker te lassen met een TRIAC ST/AT of de HOT JET S dan een MINIFLOOR- of UNIFLOOR-machine.

Handmatig lassen (TRIAC/HOT JET S/GHIBLI)
Aanbevolen voor korte groeven, reparaties of overgangen
Voor een consistente laskwaliteit moet rekening worden gehouden met het volgende:
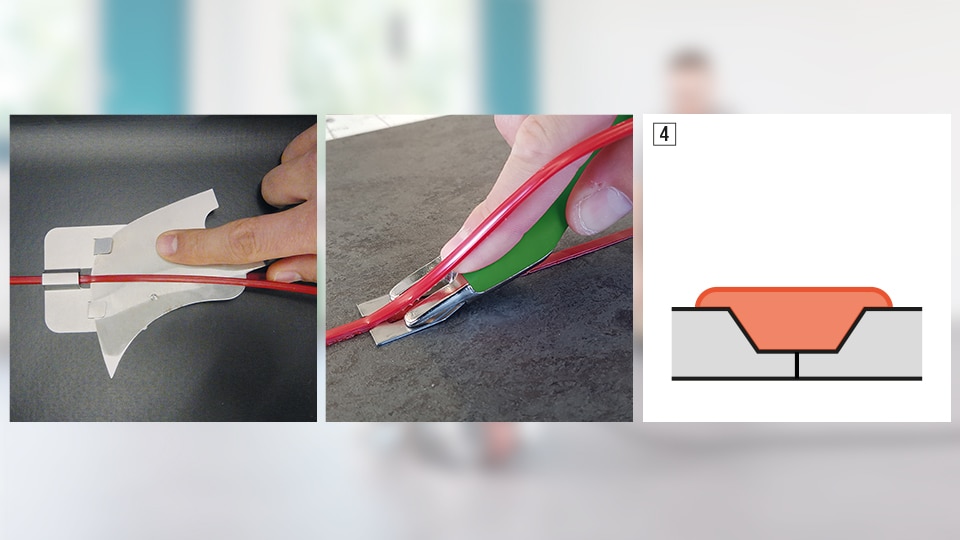
Waarschuwing: Het is essentieel dat de lasdraad in twee fasen wordt gesneden. Dit voorkomt dat de las onder het vlakke oppervlak zakt. (afb. 4).
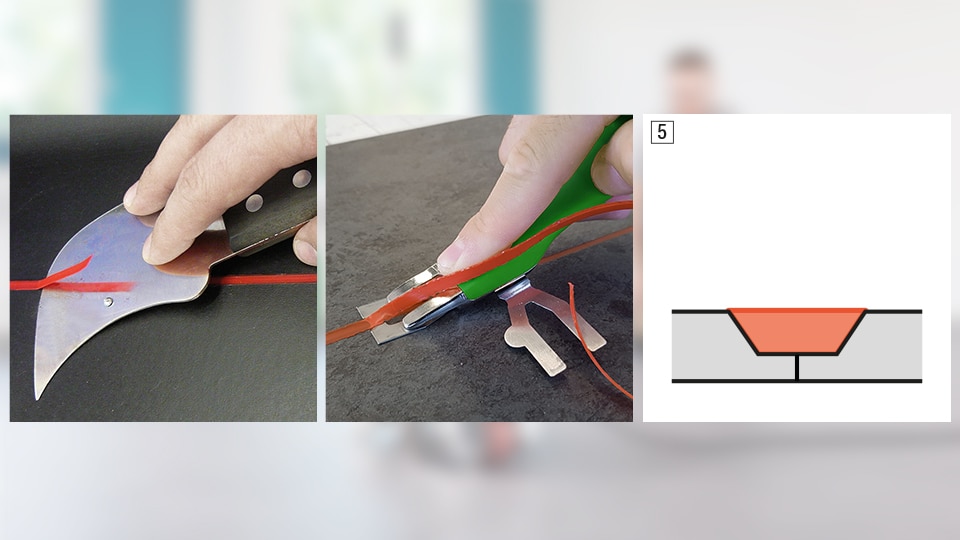
Het oppervlak kan nu belast en gereinigd worden (afb. 5).

De Leister Academy is jouw centrale hub voor effectieve kennisoverdracht, training en professionele ontwikkeling. Hier bieden we Leister-medewerkers, distributeurs en klanten praktische knowhow en een voortdurend verder ontwikkeld trainingsprogramma om een hoge mate van competentie en veiligheid bij het gebruik van onze Leister-producten te garanderen.